



Background
Stainless steel slags generated in melting and refining operations are CaO-SiO2-MgO rich with Cr2O3, Al2O3 and F- in minor quantities. A major issue is collapse of the slag structure on cooling as the high dicalcium silicate (C2S) content undergoes a phase transformation from β-C2S (monoclinic) to γ-C2S (orthorhombic). This phenomenon is accompanied by a volume increase of around 12%. Consequently, slag handling and storage are problematic. Furthermore, structural collapse prevents the realisation of commercial value of the slag. β to γ conversion of only 4% slag by weight is sufficient to cause the dusting phenomenon. CSM slags are often treated with borates to prevent β to γ transformation of C2S. However, borates are expensive and health concerns may limit their use in the future.
Valoxy®, an alumina-rich material derived from the recycling of aluminium salt slags, offers an alternative route to CSM slag stabilisation in which the formation of C2S is prevented altogether. In lab trials the stabilised slag demonstrated improved microstructure, less porosity and superior micro-hardness compared to slags stabilised by borates. Furthermore, the high level of spinel in slag stabilised by Valoxy suggested superior entrapment of Cr-bearing compounds and by implication reduced Cr-leaching. The combination of a low cost stabilisation route, improved slag properties and environmental benefits should make Valoxy attractive to stainless steel producers and re-processors of CSM slags.
Argon Oxygen Decarburisation (AOD)
Argon Oxygen Decarburisation (AOD) is a process used in the production of stainless steel and other high grade alloys containing oxidisable elements such as chromium and aluminum. AOD is part of a duplex process in which scrap or virgin raw materials are first melted in an electric arc furnace (EAF) or an induction furnace. The molten metal is then decarburised and refined in an AOD vessel to less than 0.05% carbon.
AOD slag
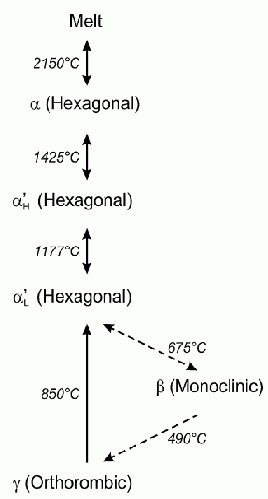
The AOD process produces a slag that contains CaO, SiO2 and MgO as major oxides; Cr2O3, Al2O3 and F- are present in minor quantities. The CaO/SiO2 ratio, generally 1.5 - 2.0, varies between different steel plants and between different AOD heats in the same plant. The major issue that arises during AOD slag cooling is the high content of dicalcium silicate (C2S). C2S undergoes several phase transformations (Figure 2),1 the most important of which is the inversion from β-C2S (monoclinic) to γ-C2S (orthorhombic). This transformation is accompanied by a volume increase of around 12%.2 β to γ transformation causes disintegration of the slag, the so called 'dusting effect,' making slag handling and storage problematic and the achievement of economic value for the slag virtually impossible. Formation of only 4 wt.% of γ- C2S is enough to cause slag disintegration.
State-of-the-art AOD slag stabilisation
Three methods have proved effective in preventing formation of γ-C2S in AOD slag:
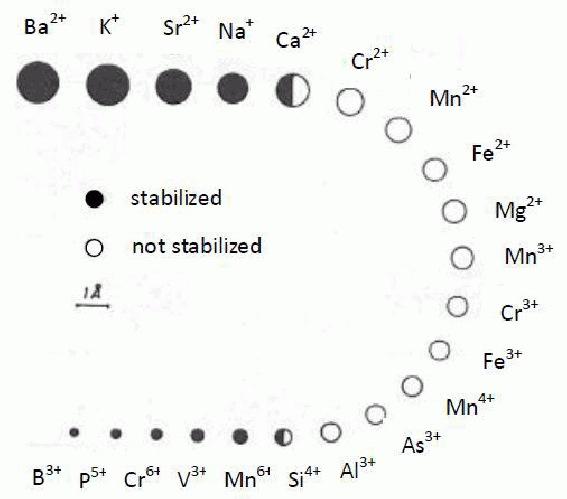
(a) Stabilisation of β-C2S through addition of stabilising elements such as boron (Figure 3);3
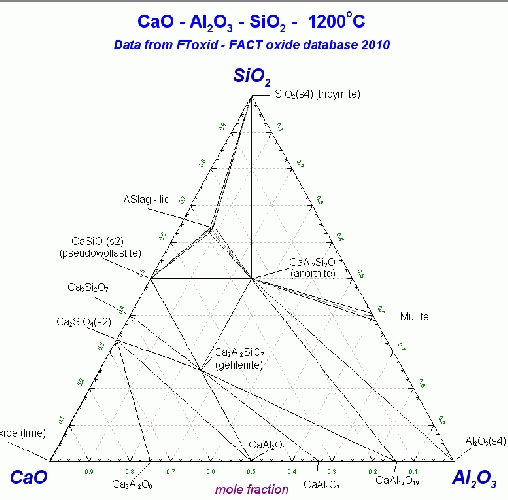
(b) Avoid formation of C2S by migrating from the stable region of the CaO-SiO2-Al2O3 phase diagram (Figure 4);
(c) A combination of (a) and (b).
Volumetric stability is related to the presence of C2S in the slag. In order to achieve a commercial value for their AOD slag, steel companies are compelled to incorporate an additive that prevents β to γ transformation of C2S on cooling. The additive commonly used is sodium borate, acting as a dopant, which is both expensive and has associated health risks.
An alternative stabilisation mechanism to boron is the addition of alumina which causes the formation of the stable C2AS (dicalcium aluminosilicate) complex. Whereas boron chemically stabilises the β form of C2S to prevent transformation into γ-C2S, the addition of alumina changes the slag chemistry considerably and the formation of C2S is avoided. The presence of alumina reduces slag basicity and moves the system out of the C2S stable region of the CaO-SiO2-Al2O3 phase diagram.
Valoxy as stabiliser of AOD slag
The concept of using pure alumina and alumina/borate mixtures to stabilise C2S in AOD slag has been verified at the University of Leuven at lab scale.4 A 4 - 8% addition of alumina was found to reduce the borate requirement by 50%. Actual alumina requirement depended on the calcium oxide/silica ratio in the slag.
Given the known potential for stabilisation of AOD slags by pure alumina, RVA commissioned a study at the University of Leuven to evaluate the potential for using Valoxy as the alumina source.5 The research set out to investigate whether:
(a) The alumina content of Valoxy could be applied in the stabilisation role;
(b) The residual oxides in Valoxy could contribute positively to stabilising the C2S system and improving overall slag properties.
The work was performed on Valoxy and AOD slag dried to a constant weight. The results of the Leuven study on Valoxy are summarised below (all percentage additions are by weight):
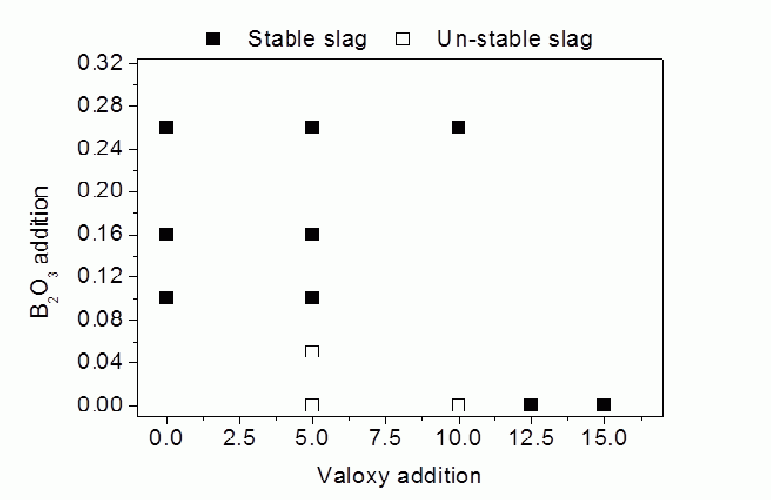
1. Stabilisation of AOD slag was possible with 15% Valoxy additions (Figures 1, 5).
2. Valoxy addition of 15% to AOD slag delivered comparable microstructure and micro-hardness results (Vickers) with 15% alumina addition. Whereas Al2O3 addition to the slag promoted the formation of gehlenite, a mineral with hardness between five and six, Valoxy addition promoted the formation of Ca and Mg-silicates (hardness six) and higher spinel content (hardness eight).
3. AOD slags with 10% and 5% Valoxy additions were successfully stabilised by Dehybor, a commercial boron product containing 53% B2O3 by weight, with additions of 0.5%, 0.3% and 0.2%.
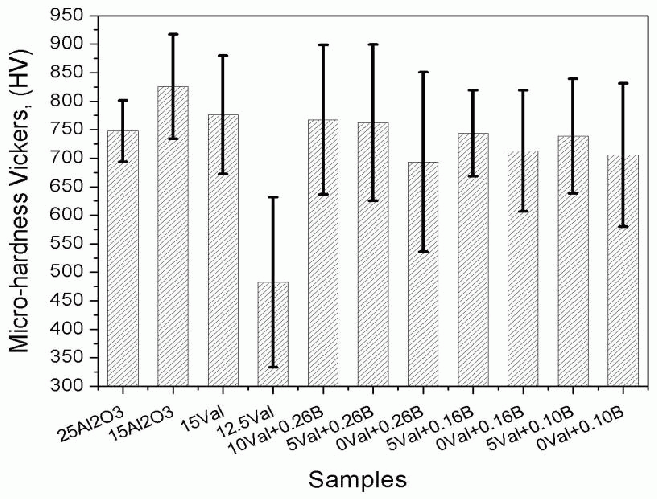
4. The stable slag products achieved with 5% Valoxy and 0.5%, 0.3% and 0.2% Dehybor delivered comparable Vickers micro-hardness results with 15% Valoxy AOD slag. Hardness results for all combinations added to the slag are shown below (Figure 6).
5. In samples with Valoxy, spinel formation was favoured over gehlenite due to the extra source of MgO available in the system, provided by Valoxy. Elemental maps indicated that Cr was associated with Fe, Al, Mg, Mn and some Ti, probably in a spinel phase. According to other studies, Cr entrapment in the spinel phase minimises leaching. This suggested an additional benefit of applying Valoxy to AOD slags, namely improved Cr entrapment.
6. AOD slag with Dehybor at 0.5%, 0.3% and 0.2% additions alone delivered slag products with a more porous structure and slightly lower Vickers micro-hardness compared to AOD with the same Dehybor additions and Valoxy at 5%.
7. With additions of 5% Valoxy and small amounts of Dehybor, the slag was more compact compared with samples of AOD with Dehybor only.
8. A summary of Valoxy/boron combinations and their effect on slag stability is shown in Figure 7.
The Leuven study thus demonstrated that the addition of Valoxy can stabilise AOD slag without the addition of borates. Moreover, there are strong indications that the final slag is better in terms of:
• Microstructure: lower porosity;
• More spinel crystals incorporating Cr, thus minimising leaching.
The weight of Valoxy required, >10 %, implies a slag processing step involving the supply of extra heat, most cost-effectively by the addition of trace quantities (around 0.6%) of 25/75 Fe-Si alloy.
Environmental benefits
AOD slag remediation needs to take account of the potential for chromium leaching. In view of its effect on both humans and the environment, Cr is subject to rigorous legislative controls. For example, an EU directive regarding Cr(VI) came into effect in 2003 that prohibited the use or supply of cements containing more than 2ppm water-soluble chromium by mass of cement.6
A number of adverse health effects have been associated with Cr(VI) exposure. According to NIOSH,7 all Cr(VI) compounds are considered potential occupational carcinogens. Nevertheless, Cr is rarely oxidised and in a number of cases is entrapped in slag in the spinel phase. This implies that the slag has the appropriate chemistry, i.e. sufficient Al is present in the composition. This is not generally the case for AOD slags and is thus an additional driver for Valoxy addition.
Mudersbach et al. reported additions of bauxite, Al2O3-containing residues and aluminium metal as methods to increase the stability of stainless steel EAF slags and stabilise Cr.8 The aim of the additions is to decrease the basicity of the slags and favour the formation of spinel-type phases during solidification. In such a case, even if the Cr content of the slag is high, leaching can be suppressed. The Mudersbach study seemed to confirm that spinel behaves, in practice, as a stable phase with respect to chromium leaching. More specifically, the authors proposed that additions of unspecified Al2O3-containing residues could mitigate chromium leaching from EAF slags. The alumina content of Valoxy could therefore play a favourable role in the prevention of chromium leaching from AOD slags.
Conclusions
Volumetric stabilisation of AOD slag cooled at room temperature is possible in three ways:
(a) Addition of a boron-bearing compound;
(b) Addition of pure Al2O3;
(c) Addition of Valoxy.
Volumetric stability of AOD slag is related to the presence of C2S. Addition of boron, acting as a dopant, prevents the thermodynamically expected β to γ transformation. Indeed, formation of 4 wt.% of γ-C2S is enough to cause slag disintegration. The addition of Al-bearing compounds such as Valoxy, changes the slag chemistry considerably and C2S formation is prevented. Lab trials at KU Leuven demonstrated that:
• Stabilisation of AOD slag was possible by 15 wt.% Valoxy addition;
• Valoxy addition of 15wt.% to AOD slag delivered comparable microstructure and Vickers micro- hardness results with 15wt.% alumina addition to AOD slag;
• AOD slags with 10 wt.% and 5 wt.% Valoxy additions were successfully stabilised by Dehybor (53 wt.% B2O3) additions at 0.5, 0.3 and 0.2 wt.%;
• The stable products, with Valoxy addition at 5 wt.% and 0.5, 0.3 and 0.2 wt.% Dehybor, delivered comparable Vickers micro-hardness results with 15wt.% Valoxy AOD;
• In samples with Valoxy, spinel formation was favoured instead of gehlenite due to an extra source of MgO available in the system (provided by Valoxy);
• Elemental maps indicated that Cr was associated with Fe, Al, Mg and Mn, some Ti also, most probably in a spinel phase. This suggested an additional benefit of using Valoxy, namely minimised chromium leaching.
Valoxy therefore has potential as an alternative, low cost and sustainable stabiliser of AOD slag without the addition of borates. Moreover, there are strong indications that Valoxy-treated AOD slag is better in terms of micro-structure with less porosity and more spinel crystals incorporating Cr, thus minimising leaching. The amount of Valoxy required (>10 wt%) implies a slag-processing step wherein extra heat is supplied.
References
1. Kim, Y. Y., Nettleship, I., et al., "Phase transformations in dicalcium silicate: II, TEM studies of crystallography, microstructure, and mechanism," Journal of American Ceramic Society, 75: 2407-2419, 1992.
2. Bridge, T. E., "Bredigite, larnite and γ dicalcium silicates from marble canyon," The American Mineralogist 51: 1766-1774, 1966.
3. Taylor, H. F. W., Ed., Cement Chemistry. London, Academic Press, 1990.
4. Pontikes et al., "Additions of industrial residues for hot stage engineering of stainless steel slags," proceedings of the 2nd International Slag Valorisation Symposium, April 2011, Leuven, p314.
5. Iacobescu, R.I., Pontikes, P., Malfliet, A., Machiels, L., Epstein, H., Jones, P.T., and Blanpain, B., "A secondary alumina source for the stabilisation of CaO-SiO-MgO slags," proceedings of the 3rd International Slag Valorisation Symposium, KU Leuven, Belgium (March 2013): 311-314.
6. European Parliament Directive, "2003/53/EC of the European Parliament and of the Council," 2003.
7. U.S. Department of Health and Human Services, Centres for Disease Control and Prevention, et al., "Criteria document update, occupational exposure to hexavalent chromium," external review draft, 2008.
8. Mudersbach, D., Kühn, M., et al., "Chrome immobilisation in EAF-slags from high-alloy steelmaking: tests at FEhS institute and development of an operational slag treatment process," First International Slag Valorisation Symposium, Leuven, Belgium, 2009.
The technical contribution of Inspyro Ltd. is acknowledged.
Howard Epstein may be contacted at hepstein@013net.net

