







Aumund offers a comprehensive service to its clients from the conceptual plant layout through the design stage to the final commissioning of the plant and the ongoing service backup supported from its head office in Germany plus daughter companies all over the world. In this article, Barry Woodbine gives an overview of Aumund's products and services.
During recent years the cement industry has suffered significant increases in operating costs driven in particular by spiralling energy prices plus pressure from environmental lobbies to reduce dependence on fossil fuels and reduce CO2 emissions overall. Considering the production of a ton of conventional Portland cement generates almost a ton of CO2 and in terms of total greenhouse gas emissions for all industries worldwide places cement second only to power in the scale of global polluters.
These factors have generated an increased awareness of alternative fuel possibilities for kiln firing and substitute raw material options for cement production, reflecting also an increased demand for blended cements particularly including ground granulated blast furnace slag (GGBFS); for every ton of GGBFS included in the final blended cement the total CO2 production is reduced by around 1t...
Whilst the processes behind the use of Ground Granulated Blast Furnace Slag (GGBFS) as a substitute raw material is well understood the application of the material represents a considerable challenge for the plant designer from the intake of the granulated slag to the introduction of the ground material to the blended cement.
In general these materials are difficult to handle reliably varying from extremely free flowing (GGBFS) to very sluggish and prone to bridging and blockage and liable to agglomerate in storage (GBFS). Granulated blast furnace slag is also extremely abrasive with wear rates some five times greater than cement clinker in comparable installations.
The Aumund Group, including B&W and Schade, recognise these challenges and have developed innovative solutions for many of these handling problems with special adaptations of existing designs tailored to suit the specific demands of these new applications. Combining the traditional strengths of the Aumund Group products with new concepts to improve plant design flexibility and reduce project costs Aumund offer fast track effective solutions allowing clients to capitalise on short term market positions and maximise plant profitability.
Production
Granulated Blast Furnace Slag is a by-product of the steel industry produced by rapid quenching in cold water of the molten slag recovered from the blast furnace. This process produces a granular, glassy, homogeneous, non-crystalline material that has cementitious properties. Depending upon the process around 25% or more of the raw material used in the blast furnace is tapped off as slag. This represents a vast quantity of material produced worldwide and the market is effectively limited only by the availability of granulation equipment at the steel plant and the logistics of transportation to the cement plant.
The granular material is then dried and ground in a mill at a prescribed rate and the resulting powder, known as Ground Granulated Blast Furnace Slag (GGBFS) may be incorporated into concrete materials.
GGBFS has been used for many years as a supplementary cementitious material in Portland cement concrete, either as a mineral admixture or as a component of blended cement. GGBFS may replace 35% to 85% Portland cement in concrete with corresponding reductions in CO2 emissions resulting in obvious environmental benefits.
The use of GGBFS as a partial Portland cement replacement takes advantage of the energy invested in the slag making process and its corresponding benefits with respect to the enhanced cementitious properties of the slag. Grinding slag for cement replacement requires only about 25% of the energy needed to manufacture normal Portland cement. Without the use of granulated material the total volume of slag produced could not be viably or economically utilised in other processes, such as aggregate for example, and would inevitably go to land fill as in the past. Therefore by maximising the appropriate use of GGBFS in cement the industry is not only significantly reducing greenhouse gas production and energy consumption but also reducing landfill thereby making a significant reduction in total environmental pollution levels in line with the general objectives of the Cement Sustainability Initiative.
Market conditions
In today's rapidly changing international market the ability to react quickly to market volatility and take advantage of short-term market positions is essential if operators are to maximise profitability and return on capital invested. In this respect the use of substitute raw materials such as granulated blast furnace slag should be considered as part of an overall plan to reduce costs and improve the environment. So often these are mutually exclusive demands but in the cement industry the combination of substitute raw materials and alternative fuels benefits all and is truly a win-win situation.
The use of these materials is also very much dependent upon geography where in certain regions fuel costs and access to raw materials and demand for particular properties of the finish blended cement may significantly affect the economic mix demanding in any case a flexible and fast track new plant solution.
Similarly other materials such as Flue Gas Desulphurised Gypsum (FGD) often known as synthetic gypsum is widely used in cement and other industries and as such pricing is market driven and the relative economies of use vary accordingly. Where all of these conditions are factored into the overall equation market volatility may dramatically change the relative economy of specific solutions in short time. Under these conditions the cement manufacturer has a difficult calculation to make when evaluating the payback period of any new plant investments dedicated to the handling of alternative fuels or substitute materials and as such reduced installation cost and flexibility are key issues when making these decisions. Similarly new plant lead time to commissioning after these decisions are resolved is critical to maximise the perceived financial benefits within a cost and time frame that may be confidently predicted.
In this article we shall discuss the handling requirements of the granulated and ground materials in the cement industry but similar solutions are also applicable for independent grinding stations or grinding facilities installed directly at the steel production plant.
Key plant design issues
In addition to the suitability of the new plant for the intended application there are other issues that can influence decision making. To maximise the financial benefits relating to substitute raw material or alternative fuels clearly the plant design criteria and budget constraints are substantially different to what would considered for a main-line process demand.
In addition flexibility in location and suitability for other materials and applications is an attractive combination in that should the relative economies of the intended project change significantly it is always useful if the plant may be reused elsewhere and therefore the investment risk mitigated.
Clearly civil works' costs are also an important factor in any new plant and are not only expensive but obviously not reusable and certainly incur delays in construction where extensive design, planning and excavation may be required.
With few exceptions the costs associated with rail car delivery of these alternative materials is prohibitive therefore road delivery is generally the only option. Intake by tipping truck is always sensitive to fugitive dust pollution and necessary control measures are generally required to minimise any environmental impact. A successful and economic new plant installation must address these key issues if the financial rewards, environmental benefits and process demands are to be realised.
Aumund Group experience
With over 80 years experience designing specialised bulk materials handling solutions for the steel and cement industries the Aumund Group is uniquely placed to confidently offer mechanical conveying systems for granulated blast furnace slag both in its raw state and after grinding. This experience extends to the handling of very hot materials in cement, sinter and pellet plants using the long established Aumund Pan Conveyor concept with highly developed designs specifically tailored for these aggressive and demanding applications.
As an example of the depth of engineering expertise available, Aumund has executed the largest bucket conveyor installation delivered thus far for handling hot compacted iron with a lift height of 110m (150m centre distance) at a handling rate of 210t/h. These conveyors are designed to handle material at 900°C in an inert atmosphere to maintain the product quality. Aumund clinker transports and vertical bucket elevators are market leaders in this industry with clear technological benefits derived from continuous detailed development.
Developed from the pan conveyor concept Aumund have delivered special cooling conveyors for pellet plants incorporating perforated pans using ambient air drawn through the pans and exhausted through comprehensive ducting systems to cool the pellets down from 250°C to 100°C.
In addition to the pan conveyors and vertical elevators Aumund also delivers heavy duty feeder equipment and silo extractors plus, with the addition to the Schade Group in 2001 a comprehensive range of stackers and chain scraper reclaimers bringing 125 years of continuous experience in this market. Also, in 2002 Aumund acquired B&W Mechanical Handling Ltd. of England adding the Samson Surface Feeder and more flexible solutions based on mobile stacking and ship loading equipment to the already comprehensive group portfolio.
From the standard Aumund range one will find solutions from feeders for the intake of the raw slag or granulated slag through stacking to storage, recovery from storage and feeding of the material to the mill and the raising of the finished ground material to the final silo storage: tailored solution driven from experience.
Intake and elevation
The B&W range of Samson Surface Feeders offer the ideal solution for the intake of both raw and granulated slag. The Samson feeder receives raw slag direct from the steel works for processing at an off-site crushing plant. The Samson discharges direct to a belt conveyor mounted at 90 degrees allowing an ideal transfer onto the belt minimising risk of blockage as there is a high risk of oversize and tramp materials. From the belt conveyor the slag is first screened to remove the tramp and then crushed down to a particle size suitable for use as aggregate in road building.
Slag varies significantly in properties and to maximise the output of the system under any conditions the Samson output is automatically adjusted relative to the actual handling rate (measured by belt weigher) and crusher current demand. The same Samson Surface Feeder design may also be utilised for the intake of granulated slag at cement works or grinding plant either direct from tipping trucks or from loading shovel.
The new installation at the Holcim Carboneras plant in Spain receives imported granulated slag from tipping trucks which discharge to a ground stockpile. From the stockpile material is recovered by loading shovel using the Samson as a buffer hopper with feed regulation (by levelling blade) to the following inclined belt conveyor which raises the slag to the mill bunker at high level.
Since the granulated slag is liable to agglomerate in ground stockpile, creating large hard lumps, the Samson must be fitted with a reject grill either at the entry (as shown above) or at the discharge to prevent these large lumps entering the mill bunker causing potentially catastrophic damage to the mill.
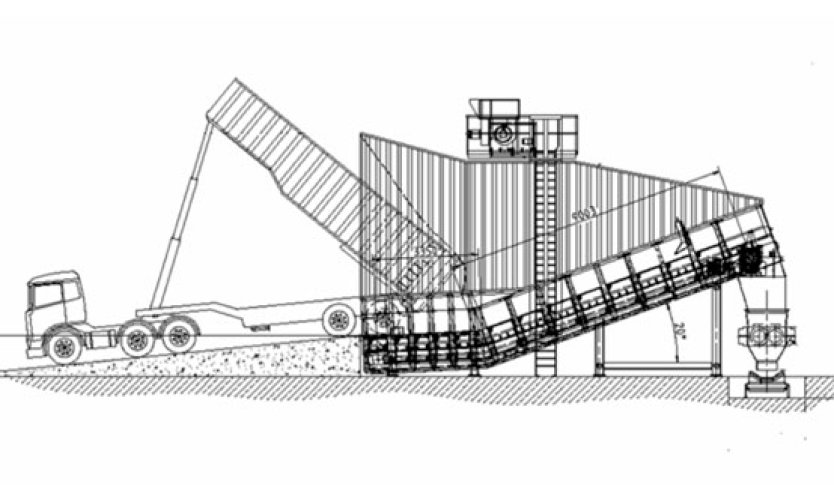
As an alternative to the ground stockpile solution in some plants there simply is not sufficient space to store large volumes of material and therefore the intake of granulated slag must be managed using road tipping trucks. In this situation the Samson surface feeder is the ideal answer providing an intake, buffer storage and feed rate control in a single machine whilst at the same time eliminating the need for deep pits and hoppers thereby reducing civil works costs and improving flexibility.
To overcome the problem of oversized agglomerated lumps the installation drawing above shows a Samson with integral twin shaft rotary sizer mounted at the discharge.
The rotary sizer is compact and may be accommodated between the Samson and the following conveyor as illustrated below.
From the following conveyor the material may be raised to the mill silo using an Aumund BW-Z central chain bucket elevator as will be described later in this article.
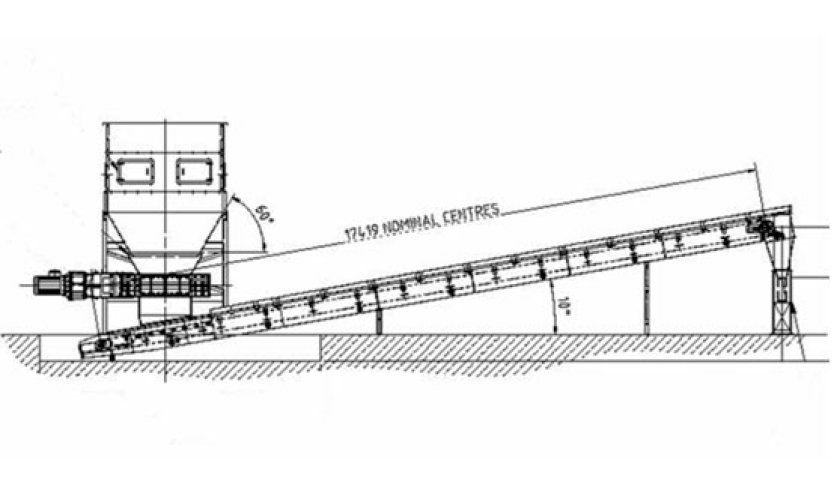
The combination of Samson and Sizer is not new and the following picture demonstrates a rather extreme example where the sizer discharges direct to an overland conveyor handling as mined Limestone; as an example. Naturally there are alternatives solutions and as an example the Samson may be paired with a 'Side-Wall-Belt' vertical conveyor system as used in the new installation for Holcim Germany handling granulated slag. In this project the Samson receives the granulated slag direct from tipping trucks in the usual way with the output regulated using the standard levelling blade system but the material is discharged direct to the horizontal loading section of the 'S' shaped side-wall belt conveyor.
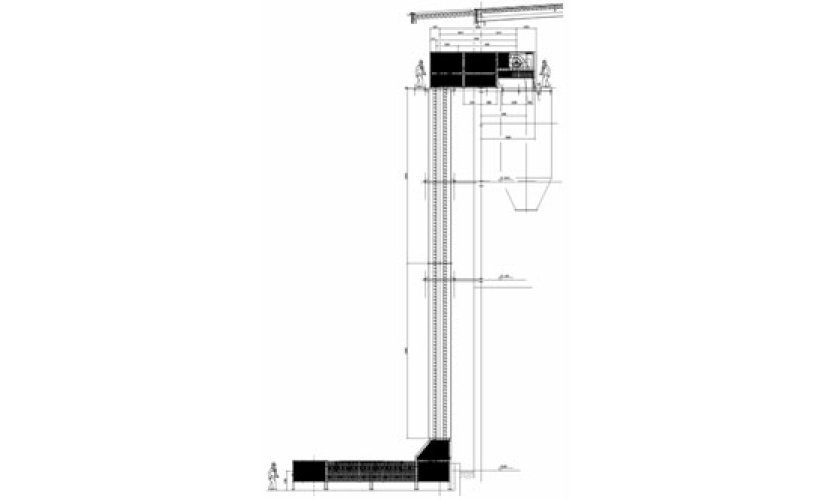
The illustration on this page (to the right) shows the equipment arrangement for this project with a horizontal discharge station delivering granulated slag material direct to the high level storage silo. Below the picture shows the typical exposed side-wall-belt of the vertical section supported only from the head.
However, these conveyors are notoriously difficult to clean and the spillage returns conveyor designed to pick up any spilt material and transfer this to the main conveyor feed boot.
As an alternative the Aumund Group offer the type BW-Z central chain bucket elevator which offers totally enclosed and spillage free handling raising the granulated slag direct to storage silos. The vertical bucket elevator may be combined with any type of transfer or feeder conveyor system. But, when integrated to the Samson surface feeder the whole installation may be made compact and clean. As classical surface installation... using a short belt conveyor to transfer material from the Samson to the vertical Bucket Elevator feed boot.
The Aumund chain-bucket elevator is the ideal solution for handling GBFS to silo storage, suitable for lift heights from 10 to 60m and handling rates of more than 600t/h plus. In other applications where required material temperatures up to 400°C may be accommodated also. Utilising a single central forged chain these machines are ideal for handling aggressive materials but for slag handling special features are included to ensure long term reliability.
- Rubber lined head and boot,
- flexible rubber Casing panels,
- fully lined buckets,
- toothed buckers (at 10th pitch),
- additional inspection access,
- seal pre-lubricated chains.
The features are all geared to resist wear and provided extended machine life with minimum maintenance and minimum downtime.
Rubber linings are the proven solution at the inlet and outlet of the machine but for the vertical casing the conventional pressed steel sheet sections are replaced by a fabricated lattice structure with flexible rubber panels which resist wear and material adhesion. Each bucket is fully lined in wear resisting steel plates applied to every plane of the bucket structure plus on each 10th bucket digging teeth are applied which create a clear path through any residual material to minimise wear on the conveying strand as a whole.
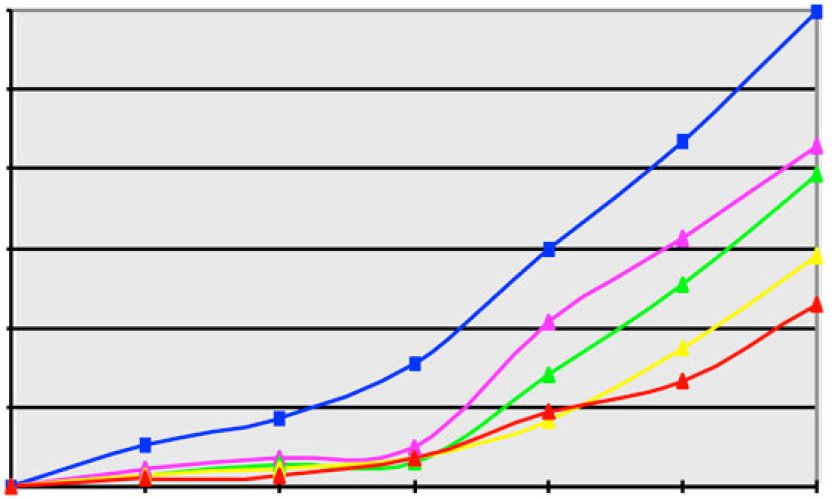
However, the major feature of these elevators is the massive forged conveyor chain with sealed and pre-lubricated pins which forms the backbone of the unit and is the key to long term reliability. The labyrinth seals formed into chain side plates effectively prevent material ingress to the pin and bush and, when combined with effective pre-lubrication, extends the chain life by a massive 60% compared to the traditional unsealed design without pre-lubrication. The chains are not re-lubricated in service and require no special routine maintenance but the choice of pre-installed lubricant is critical if the benefit of this design is to be fully realised. The chart below demonstrates the improvement in wear performance achievable with this design; effectively more than doubling the actual chain life.
In operation minute traces of the conveyed material pass the seal and combine with the lubricant to form a mild grinding medium which polishes the pin/bush interface and it is this high level of surface finish that improves the long term wear life.
Silo discharge
Having raised the granulated slag to the storage silo or mill bunker the stored material must be extracted and perhaps weighed for dosing. For the dosing of slag the Aumund Weigh Feeder combines accuracy with performance and reliability utilising a weigh rail mounted to load cells supporting the close pitch apron or pan conveyor rollers to accurately measure the applied load. By measuring the material load over a known length and by monitoring the chain speed the desired output rate may be continuously adjusted in real time to suit the process demands.
Based on the proven deep drawn pan conveyor principle type KZB these weigh feeders offer long term reliability working under the most difficult conditions. For handling cohesive materials the type BPB Arched Plate Conveyor is the preferred solution, also available with weigh rails for proportional dosing or controlled rate feeding applications. With truly massive construction these feeders are suitable for the most extreme duty applications.
For extracting cohesive materials from silo storage the Aumund Centrex® provides an effective solution eliminating bridging and blockage by recovering material from the silo periphery using logarithmically shaped arms mounted to a rotating carrier as illustrated opposite. The Centrex® is offered with a range of mounting options including the possibility of a rotating cone to ensure reliable discharge and first in first out material flow. Since the discharge arm sweeps right out to the periphery of the silo plus a small undercut the silo discharge is not impeded and reliably extraction may be guaranteed.
For larger silos the 'Rotating-Discharge-Machine' is also an option comprising a multi-arm discharge wheel mounted to a rotating carrier. This arrangement caters for silo diameter up to 4.5m handling a wide range of cohesive materials but has found wide application handling FGD or synthetic gypsum both in power plants and in cement plant as this type of gypsum may be utilised as a direct replacement for natural gypsum required to modify the cement properties at the final grinding stage.
Stacking and reclaim
For larger projects where substantial volumes of granulated slag are to be handled the Schade range of rail mounted boom stackers and chain scraper type portal reclaimers are the ideal solution. The stacker installed at the CCB Italcementi plant in Belgium received the slag by belt conveyor discharged by a tripper car to the travelling stacker boom at a handling rate of 600t per hour to generate a stockpile capacity of 35,000m3.
Reclaim from the stockpile is by a Schade portal frame reclaimer fitted with a special scraper chain, as discussed below, recovering the material to a belt conveying running parallel to the stockpile at a rate of 300t per hour to match the process requirements.
Stockpiling and reclaim are fully automatic using onboard control systems with extensive field and instrumentation and protection systems allowing unattended operation.
Recognising the potential wear problems handling this extremely abrasive material Schade has developed the outboard bearing chain specifically for operation under these arduous conditions. The outboard roller is carried on an elongated chain pin using double precision ball bearings plus a multi-path labyrinth grease seal the roller may be lubricated for life requiring no further attention in service. Outboard roller chains also significantly reduce the machine noise level and are often used in applications located in sensitive areas close to urban developments. In addition to the special outboard bearing rollers special scraper shovels are also employed with wear resisting digging face. Schade has produced some of the worlds largest installations of this type with reclaim rates to 2400t per hour and rail spans to 65m.
In addition to the longitudinal portal reclaimer configuration Schade also offers the circular storage system comprising integrated stacker and reclaim boom mounted to a common column.
The circular storage system offers an economical solution where space is constrained and offers the lowest cost per ton of storage. The Schade storage and reclaim systems may be supplied complete with rail or road intake equipment based on the Samson surface feeder or type BPB plate feeder as a complete handling package. Similarly the Schade storage system may be linked to the cement plant using, for example, Aumund bucket elevators and silo storage and extraction equipment and as such a complete package from intake to the mill.In addition to the specific example illustrated herein actually handling granulated slag Schade offers many alternative designs such as the cantilevered boom as illustrated below.
The semi-portal design; where one side of the portal is supported on a raised building wall also acting as load bearing containment to increase the effective storage capacity per metre of building length.
For the blending of materials such as limestone at the cement plant ensuring homogeneous output Schade also offers the bridge reclaimer design with reciprocating harrow ensuring material is recovered from the full face of the stockpile and thereby mixing samples for every layer. Bridge reclaim systems may be either longitudinal replacing the portal design or may be based on a circular format as illustrated below.
Raising the ground slag
The intake and storage of the granulated slag as it is received from the steel works was dicussed in detail. But that is not the full story. After the slag is ground, typically in a vertical mill, the finished material generally known as GGBFS must be raised to silo storage before blending or direct dispatch.
The handling characteristics of the ground slag are very similar to that of finished cement and in this situation Aumund is a market leader using the their type BW-G belt/bucket elevators. Units are in installed to over 140m lift height and conveying rates to 1500t/h with up to 450kW installed motor power.
Flexible mobile solutions
Where budget constraints will not permit the installation of a dedicated fixed handling system the mobile solutions offered by B&W represents a economical answer to the storage and even export of slag.
The Stormajor receives granulated slag direct from the Corus steel works in South Wales (UK) delivered by tipping truck for a new grinding plant operated by Civil and Marine Slag Cement. The Stormajor comprises a Samson surface feeder to receive the material and a radial stacking boom to discharge direct to stockpile, all mounted to a common mobile chassis. With a boom length of 23m, the machine will produce a stockpile height up to 12m allowing a vast material volume to be stored with the minimum of machine movements. Delivered in 1998, this particular machine has handed many thousands of tons of slag and has proven an effective solution.
Also the Stormajor may be effectively used for loading barges and railcars and as such represents a flexible investment. In addition to mobile stackers B&W also offers mobile ship loading equipment incorporating the Samson surface feeder for direct loading from truck to ship.
The use of mobile handling solutions eliminates costly civil works and provides maximum flexibility allowing operators to take full advantage of short term market conditions maximising financial resources and minimising investment risk without sacrificing performance or reliability.
Retrofits and upgrades
In addition to the design and execution of new plant and installations Aumund also offers a unique upgrading service not only for Aumund Group products but also for compatible machinery from other suppliers.
Using the upgrade service clients have the option to convert existing machines using, for example, Aumund chains, buckets, shafts, pulleys, drives and other key components to enjoy the legendary Aumund reliability with minimum cost and plant disruption.
Aumund offer fast track availability of spare parts from its service centres worldwide guaranteeing the highest level of after sales service and support.
Conclusion
Within this article Aumund has discussed the detailed innovations, resulting from its commitment to ongoing R&D, which are specifically related to the handling of raw, granulated and ground blast furnace slag. These products may be integrated to a plant either as individual machines or part of an integrated handling system where Aumund also offers engineering support for the design and local manufacture of associated structures, conveyor bridges, transfer towers and similar ancillary services.
Aumund offers a comprehensive service to its clients from the conceptual plant layout through the design stage to the final commissioning of the plant and the ongoing service backup supported from its head office in Germany plus daughter companies and representative offices in France, Switzerland, Poland, India, China, Brazil, Hong Kong, the US and the United Kingdom.
Outside of these territories Aumund has an extensive agent network, fully trained in Aumund Group products, providing local support and direct access to its field sales and service network. A truly international group with vast experience and resources dedicated to the delivery of effective and economical bulk materials handling solutions tailored to clients' specific demands, worldwide.

