

Electric Arc Furnace (EAF) slag from one of the steel plants in Western India has been characterised in detail. Its effectiveness as hydraulic material is examined before and after heat treatment in an induction furnace. The study shows that while there is a marginal reduction in the early age strength of the Portland Slag Cement mortar, the later age strength does not suffer by replacing up to 20% of Ground Granulated Blast Furnace Slag (GGBFS) by EAF slag.
The solid wastes generated during the metallurgical processes of extraction and refining are called 'slag'. They consist predominantly of oxides and silicates of magnesium, calcium, aluminium, iron etc. The slags produced during the process of iron and steel making, are broadly classified into three categories;
- Blast Furnace Slag (BFS) from the crude or pig iron production in blast furnace.
- Steel slag from a Basic Oxygen Furnace (BOF) and the Electric Arc Furnace (EAF).
- Ladle refining slag from the steel refining processes in the ladles.
The blast furnace slag after granulation and grinding finds extensive use in cement and concrete. The steel slag, however, is yet to find a value added application except for its occasional usage as a cementitious binder. More often than not it is used as a landfill material. Most of the recent work therefore has been focused towards finding and exploiting the potential advantages of steel slag as a resourceful material.1
The production of finished steel in India increased from 15.2m tons in 1993–94 to 36.9m tons in 2003–2004 recording a growth rate of 9%. The figure for crude steel output during the eight month period up to August 2006, was 28m tons. India is now seventh largest steel producer in the world, just ahead of Ukraine and catching up with South Korea.2 About 41% of finished steel production comes from integrated steel plants and 59% of production is through the secondary steel route. BOF and EAF account for 55% and 39% of crude steel production respectively, with the remaining 6% coming from the obsolete Open Hearth Furnace (OHF) process.3
The focus of this paper is on utilisation of steel slag for applications other than filler material. An attempt has been made to characterise the physico-chemical and mineralogical properties of the slag before and after heat treatment with the view to assess its potential as a cementitious binder and as sand replacement material in mortars.
Materials and Methods
The steel slag was obtained from the Electric Arc Furnace of M/S. Ispat Industries Ltd located in the vicinity of Mumbai (Bombay) in Western India. The 3m tons integrated steel plant produces both blast furnace slag and steel slag. The blast furnace slag after granulation, is consumed by the neighbouring Indorama Cement Ltd, in the manufacture of Portland Slag cement and GGBFS conforming to BS-6699. The steel slag after crushing is partly recycled through a sintering plant. Though the plant is working towards a zero-waste management concept, the remaining quantity of steel slag is yet to find any useful application.
Methods
The following analytical tools were employed to characterise the slag:
- X-ray fluorescence (XRF) and X-ray diffraction (XRD) for elemental and phase composition.
- Scanning electron microscopy (SEM), energy-dispersive X-ray analysis (EDXA) and optical microscopy for morphological and microstructural analysis.
Grindability testing was carried out in a Bond Mill. A small portion of the sample that tends to get enriched in the coarser fraction was collected and examined for its phase composition. The specific gravity of the samples was determined by both specific gravity bottle using a kerosene medium and by a helium pycnometer.
One of the reasons cited for the poor hydraulicity or pozzolanicity of the EAF slag is its lack of glass content. In order to enhance the glass content, the EAF slags were crushed to 10mm size and subjected to melting at a temperature of 1500°C in a graphite lined induction furnace. After homogenisation the melt was quenched in water. The samples of EAF before and after treatment were milled in a laboratory ball mill to a fineness of 390m2kg-1 – 400m2kg-1 and evaluated for their hydraulic behaviour in a Portland Slag Cement-based formulation, as a partial substitute for GGBS.
To evaluate the suitability of the EAF slag as a sand replacement material in masonry formulation, the slag was crushed in a Vertical Shaft Impactor (VSI) machine to obtain desired sand sized fractions. The crushed material was cast in the form of prisms of size 25mm x 25mm x 282mm, consisting of one part of cement and three parts of the crushed EAF sand. After curing, the prisms were tested for autoclave and Le Chatelier expansion in accordance with the Bureau of Indian Standard (BIS).4 The compressive strength of the mortar was tested on 50mm cubes as per standard practices.5 As a control, normal sand was used in place of EAF slag for all the tests.
Results and Discussion
Chemical Analysis
Chemical analysis of EAF slag is given in Table 1. The slag shows a weight gain that is greater than can be accounted for by the presence of sulphur, indicating the presence of native iron. The iron is present in both bi- and tri-valent oxidation sate. As compared to some of the European steel slag reported in the earlier works6-8, the EAF slag examined in this work shows more alumina and almost negligible quantity of free lime.
| Oxides | Weight (%) |
| SiO2 | 18.2 |
| Al2O3 | 9.8 |
| Fe2O3 | 29.7 |
| CaO | 30.8 |
| MgO | 8.5 |
| TiO2 | 0.85 |
| MnO | 0.6 |
| P2O5 | 0.67 |
| S | 0.05 |
| Gain on Ignition | 2.1 |
Table 1 - Chemical composition of EAF slag.
The basicity index of the slag calculated based on CaO/SiO2 and CaO/(SiO2+P2O5) works out to be 1.85 and 1.78 respectively. The relationship between basicity, phase composition and hydraulic activity of steel slag as reported in the literature is given in Table 2. Accordingly, the EAF slag examined in this study falls under either the Merwinite group of low reactivity or in the region between the merwinite–di-calcium silicate group of low to medium activity.
| Hydraulicity | Group | Basicity | |
| CaO SiO2 |
CaO (SiO2 + P2O5) |
||
| Low | Olivine | 0.9 – 1.5 | 0.9 – 1.4 |
| Merwinite | 1.5 – 2.7 | 1.4 – 1.6 | |
| Medium | Dicalcium Silicate | - | 1.6 – 2.4 |
| High | Tricalcium Silicate | >2.7 | >2.4 |
Table 2 - Classification of steel slag based on basicity and mineralogy.
Mineralogical analysis
The mineralogical composition of composite EAF slag (as well as the harder-to-grind fraction obtained in the bond mill) were examined by XRD (Figure 1). The slag shows the presence of wuestite (FeO), followed by magnesio ferrite (MgFe2O4), gehlenite (Ca2Al(AlSi)2O7), monticellite (CaMgSiO4) and larnite (Ca2SiO4). The harder-to-grind fraction of the EAF slag is richer in wuestite but depleted in larnite and gehlenite.
Physical Characteristics
The specific gravity of the slag as determined by helium pycnometer is 3.72 as against 3.65 determined by a specific gravity bottle method using kerosene. The Bond Work Index of the slag is 27kWht-1 which is somewhat smaller than the values 29-30kWht-1, reported for the LD steel slags of Indian origin.10
Properties of Melt-Quenched EAF Slag
The changes in the mineral oxide concentration before and after treatment are shown in Figure 2. The phase composition by XRD is shown in Figure 3. From the XRD pattern it is apparent that the melt quench treatment of the sample in the graphite lined furnace has not resulted in any enhancement of the glassy phase. A similar treatment on fly ash has been reported to give a glass content of over 95% with much improved pozzolanic properties.11 However, the EAF slag studied in this investigation has a higher degree of crystallinity than the untreated slag. There is a noticeable reduction in iron oxide content in the treated slag samples with concomitant increase in CaO and SiO2 contents. This reduction can be attributed to the observation that during melting some of the iron separates out as nodular mass and tends to settle down at the bottom and side walls of the graphite lined furnace. These were physically removed from the rest of the materials before analysis. The phase composition shows an increase in merwinite and larnite and a reduction in wuestite phase.
The specific gravity of the slag is 3.5, which is marginally lower than the corresponding untreated EAF slag. The slag is porous and is easy to grind. Under identical loading conditions in a laboratory ball mill, the treated slag takes only half the time to attain a fineness of 400 m2kg-1 than that of untreated EAF slag.
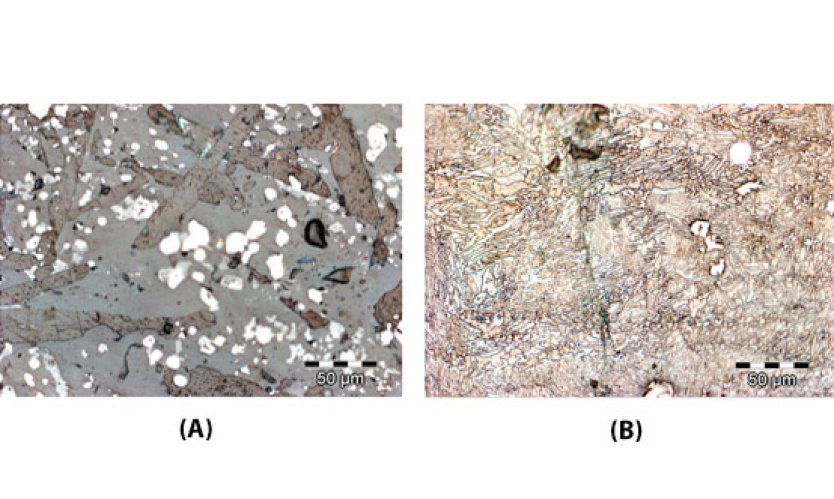
Microstructure
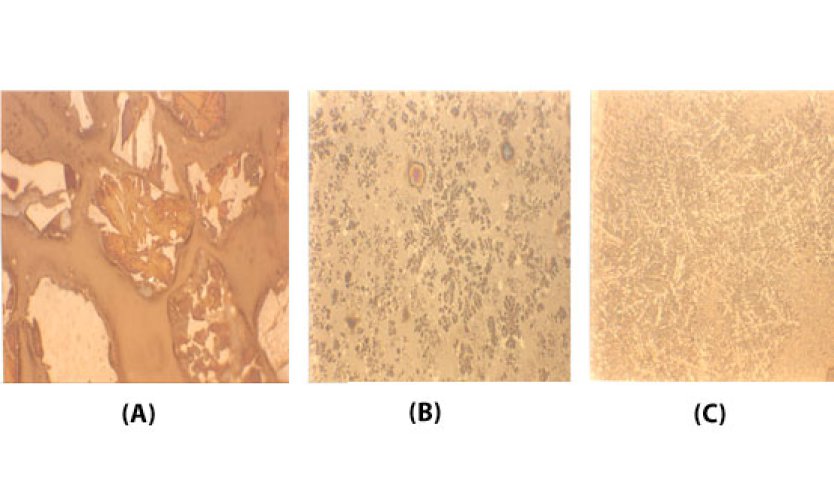
The microstructure of the EAF slag before and after heat treatment is given in Figure 4. The EAF slag shows predominant presence of Wuestite with high reflectivity and magnesio ferrite and silicates. The melt quenched sample exhibits typical dentritic structure with smaller crystals of merwinite and larnite showing preferred orientation. Wuestite is present to a lesser extent often as an interstitial phase in the matrix.
A similar study conducted on Indian steel slags in which the author was involved showed no such reduction of iron content or any change in phase assemblage.10 In this study the melt-quench experiment was conducted on a laboratory scale using a platinum crucible and an oxide ceramic refractory. The microstructures, however, showed distinct differences, similar to the one reported in this work (Figure 5).
Strength Characteristics
It has been reported that a specialty Portland Steel Slag Blast furnace slag cement (PSBC) comprising 30% steel slag, 30% GGBFS, 35% cement clinker and 5% gypsum has been commercially marketed in China for more than 20 years.9 This type of cement – though lower in early age strength and has longer setting time – has the advantage of low energy costs, lower heat of hydration, increased later age strength development and higher abrasion resistance. More or less similar compositions are tested in this work using treated and untreated EAF slag. The results are given in Table 3.
| Composition | Control | EAF (untreated) | EAF (heat treated) |
| OPC % (including gypsum) | 50 | 50 | 50 |
| GGBS % | 50 | 30 | 30 |
| EAF % | 20 | 20 | |
| Std. Consistency Water % | 29.5 | 26.5 | 26.5 |
| Setting Time (min) | |||
| Initial | 120 | 130 | 120 |
| Final | 210 | 220 | 220 |
| Compressive Strength (MPa) at 27°C | |||
| 1 day | 14.1 | 13.8 | 14.1 |
| 2 day | 32.2 | 28 | 31 |
| 3 day | 47 | 45 | 44.8 |
| 4 day | 58.6 | 58 | 61 |
Table 3 - Strength characteristics of slag cement mortar with EAF slag.
One of the striking features of the steel slag incorporation is the noticeable reduction in water demand for the standard consistency. No significant change in setting time was observed with respect to control sample containing only GGBS and no EAF. Though there is a marginal reduction in the early age strength up to seven days, the strengths become equal at 28 days. The sample containing treated EAF slag supersedes the control at 28 days. It is expected that the strength of the samples containing EAF slags would surpass the control samples at ages beyond 28 days.
Expansion & Masonry Strength Characteristics
One of the major constraints reported for steel slag's utilisation as an aggregate has been its volume instability.7 The volume change is caused mainly due to the presence of free lime and free magnesia in the form of periclase. Though the EAF slag examined in this study has a free lime content of less than 1%, no accurate quantification could be carried out for free magnesia in the sample. In the absence of any reliable chemical method for free magnesia estimation, XRD is generally employed for its detection. In this study the presence of periclase could not be established unambiguously in XRD due to peak overlaps. In order to assess the expansion characteristics and volume stability certain accelerated tests were carried out.4 The standard 50mm cube cast as above with masonry cement at a fixed water-cement ratio of 0.5:1, shows much superior strength characteristics compared to standard quartz sand of similar size gradation.
Summary
Electric Arc Furnace slag from an integrated steel plant has been characterised for its physico-chemical and mineralogical properties. It is classified as low to medium reactivity slag, based on its chemical composition (basicity) and phase assemblage.
The melt-quench treatment in a graphite lined furnace failed to yield improved glass content. There is a tendency for iron to separate out as granular mass, settling at the base and side of the graphite lined furnace.
At 20% substitution level for GGBFS in a Portland Slag Cement formulation, the EAF slag gives comparable strength at 28 days as that of the control sample and results in better workability. The heat treated EAF slag supersedes the control sample in strength at 28 days. However, there is some marginal reduction in early age strength.
The mortars made of crushed EAF show good volume stability as assessed from standard autoclave and Le Chatelier expansion tests. The crushed and graded EAF sand gives higher strength as compared to standard sand in the masonry cement mortar.
The study confirms the potential of EAF slag as a valuable cementitious binder. The crushed and graded EAF sand is an ideal substitute for the sand in masonry mortar especially where availability of good quality sand is limited.
Acknowledgements
The authors thank Mr. Sanjeev Parasrampuria, Executive Director, Indorama Cement Ltd. for his encouragement and sponsoring this study at the Indian Institute of Technology, Bombay, where part of the work was carried out. The authors also thank M/S. Ispat Industries Ltd. for useful interactions during the course of this work.
References
1. Shi Caijun and Qian Jueshi "High Performance cementing materials from industrial slags -A review". Resources, Conservation and Recycling 29, 2000 p195-207.
2. World Steel Review "Iron & Steel Industry Production Reports from ISSB". October 2006.
3. Atul Kumar, Tata Energy Research Institute (TERI) "Preliminary analysis of Sector-based Proposal-Case Study for India"- Presented at Dialogue on Future International Actions to Address Global Climatic Change" Lima, Peru, 13 October 2005.
4. Bureau of Indian Standards Specification IS-4031 Part 3, 1988 "Methods of Physical Tests for Hydraulic Cement- Determination of Soundness".
5. Bureau of Indian Standards Specification IS-4031 Part 7. 1988 "Determination of CCS of Masonry Cement".
6. Rojas Frías Moisés, Rojas de Sánchez M I, "Chemical assessment of the electric arc furnace slag as construction material: Expansive compounds", Cement and Concrete Research, 34, 2004, p1881-1888.
7. L. M. Jukes "The Volume Stability of Modern Steel Making Slags" Mineral Processing and Extractive Metallurgy" Transactions of the Institute of Minerals and Metallurgy C, 112, 2003, p177-196.
8. H. Motz, J. Geiseler, "Products of Steel Slags an Opportunity to Save Natural Resources" Waste Management, 21, 2001, p285-293.
9. Shi Caijun, "Steel Slag – Its Production, Processing, Characteristics and Cementitious Properties". Journal of Materials in Civil Engineering, 16, 2004, p230-236.
10. A. K. Chatterjee, "Steel Slags in Cement-Making- the current Status of Development" Proceedings of International Symposium on Sustainable Development of Cement and Concrete, ACI-SP-202, 2001.
11. D. Venkateswaran, C. Ghoroi, S. Vitta "Influence of Glass Content on the Pozzolanic Activity of Class-F Fly Ash" Proceedings of International Seminar on Fly Ash - Fly Ash India, New Delhi VI-17.1 toVI-17.8, 2005.

