



At Voestalpine Stahl, 646,000t of LD slag is produced annually, most of which is used in bituminous road construction, where two main quality parameters (free lime content and steam testing) have to be met. In this paper the swelling of the slag and the influences on stability (correlation between lime saturation and free lime content) are described. Possible ways of detecting the slag composition are also detailed. Only an in situ measurement of each slag pot can deliver results for each slag tapped. For this purpose a LIBS (Laser Induced Breakdown Spectroscopy) system seems to be most suitable.
The annual amount of LD-slag produced at Voestalpine Stahl (Linz) is 646,000t. Approximately 75% of this slag is used in bituminous road construction, about 12% for recycled iron, while the rest is used internally and in the cement industry. Figure 1 below shows the utilisation of Voestalpine LD slag. For this application, the slag must meet two quality criteria:
- The content of free lime must be less than 5% (by mass);
- the volume increase during steam testing must be <5% (by volume).
Swelling of slag and influences on stability
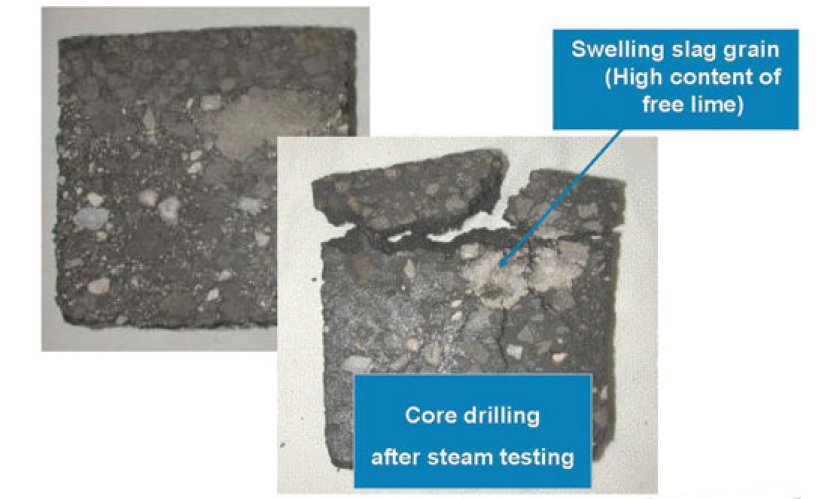
If the slag does not meet these requirements, damage to roads – caused by unstable slag grains – may occur. Figure 2 shows a core drilling after steam testing (right hand side), where the damage caused by swelling slag grains (high content of free lime) can be seen clearly.
The main factor influencing the content of free lime is the chemical composition. The higher the lime saturation (ratio of basic/acid components which is used in the cement industry) the higher the free lime contentThis correlation is shown in Figure 3. If the lime saturation exceeds 1.1, the resulting slags tend to consist of unstable, brown-coloured grains. In addition to this, the operation mode of the converter also influences the quality of the slag:
- Point of lime addition;
- Reblowing;
- Tapping temperature;
- Cooling condition in the slag bed;
- Remaining iron in the slag.
Possible ways of detecting the slag composition
There are several methods that can be adopted in order to determine the composition of the slags as they are produced, among the most common are:
- Sampling:
At Voestalpine Stahl there are only a few samples available (about 5–10 of 100 charges/day) due to the time consuming sampling procedure (tilting of the LD-converter etc), and the capacity limits of the laboratory. - Pre-calculation of the slag composition:
The slag composition and the free lime content are predicted by means of a model. The result determines the weight of each slag pot. A model, however, does not always deliver sufficient results. - In situ measurement in the slag pot:
The goal is to find out about the slag composition of each slag pot at an early stage (before pouring the slag into the pits).
For this last method a fast detection system is required. There should not be any contact between measuring system and the slag in order to prevent contamination affecting the data. Moreover, time-consuming sample removal or preparation of samples should be avoided. For this purpose, a remote LIBS (Laser Induced Breakdown Spectroscopy) system therefore seems to be the most suitable detection method.
Description of the LIBS system and the plant installed at Voestalpine Stahl
Figure 4 above shows the principle layout of a LIBS plant. The Nd:YAG laser is focused on the test material (sample) inducing a plasma at the surface of the sample. The sample itself emits characteristic 'fingerprint' radiation. The signals from the samples are transferred by fibre optic cable to the spectrometer, which can be either an Echelle or a Paschen Runge type spectrometer.
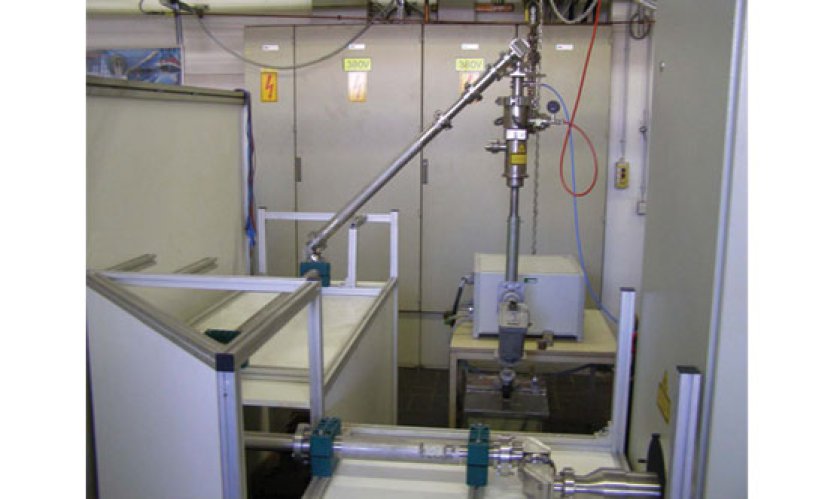
A full industrial LIBS plant was installed in co-operation with Siemens VAI at the laboratory for ironmaking at Voestalpine Stahl. In this measuring system the beam from a Nd:YAG laser (Figure 5) operating at its fundamental wavelength of 1064nm with a repetition rate of 20Hz is directed by means of a beam guiding system (Figure 6) into the measuring cell which is located inside an induction furnace (Figure 7). The samples can be used either in solid or liquid form. The signals of the generated plasma are transferred through a fibre optic cable to the evaluation system (an Echelle spectrometer).
Measuring principle and calibration
The main element (in our case calcium) is used as a reference, relative to which all other elements are referenced. Figure 8 shows the principle of the calibration: The ratio of the peak areas (in this example Fe/Ca at selected wavelengths in nm) results in a relative concentration of Fe/Ca. Using the fact that the sum of all slag components adds up to 100%, one can conclude from the concentration ratios the absolute concentrations.
Results of measuring tests with solid and liquid slag samples
Tests with solid samples
23 analyses were made on slag briquettes covering a wide range of analytyical LD slags. The results show good correlation between LIBS data and laboratory analysis for the main slag components such as CaO, FeO, SiO2, MgO and MnO (Figure 9). It is also possible to measure minor components such as Al2O3, P2O5 and Cr2O3.
Tests with liquid samples
Problems associated with melting the slag and with the stability of the crucibles occured during analysis. Therefore, synthetic slags made from pure chemicals, such as CaO, SiO2, and Fe2O3 were blended in order to cover a wide analytical range. These synthetic mixtures were measured in molybdenum (Mo) crucibles. Although there was no metallic iron in the slag, the durability of the crucibles – due to the interaction of Fe2O3 with Mo – was very poor. However, the correlation between LIBS analysis and lab was very good both in terms of basicity (CaO/SiO2) and lime saturation (Figures 10 and 11 respectively).
The current campaign was carried out with real liquid slag samples. Therefore, very small crucibles were used. In general, good results were obtained. Higher deviations of Ca and Si are caused by infiltration of crucible material into the slag. The results can be seen in Figure 12 below.
Summary
- Voestalpine LD slag is mainly used in road construction.
- For this reason, the slag has to meet certain quality parameters, outlined above.
- Slags with a high content of free lime have to be separated and weathered.
- Reliable information about the free lime content is derived from the slag composition.
- To get the information about every slag tapped, an in-situ measurement is necessary.
- Therefore, a LIBS plant was installed and tested in a laboratory-scale environment.
- Measurements with solid samples showed good results. Measurements with liquid samples also delivered good results.
- However, problems were encountered relating to slag melting and stability of the crucibles.
- An additional benefit of this detection methodology is the additional metallurgical information obtained for converter operations.
Outlook
The next step in this project is a feasibility study for industrial applications. The industrial application has the following targets:
- Analysis of each slag pot on the way to the slag bed;
- Increase of the amount which can directly be sent to the customer;
- '100%' separation of slags with a high content of free lime.
In addition, the following technical items must be considered:
- Location, i.e. where the measuring plant is installed;
- The possibility of scanning the surface of the slag in the pot directly;
- Possible problems if the surface of the slag solidifies before/during measuring;
- The economy and safety of the project.
References
1. G. Hubmer, R. Kitzberger, K. Mörwald, Analytical and Bioanalytical Chemistry, 2006, 385, p219-224.
2. A. Jungreithmeier, C. Bruckner, G. Hubmer, N. Hübner, G. Redl, K. Pilz, Proceedings of the Iron and Steelmaking Conference IS06, 9-10 October 2006, Linz, Austria.
3. Innsitec Laser Technologies GmbH, Linz, Austria. http://www.innsitec.com

