





The UK in recent years has experienced substantial price increases and supply rationing in both the Portland cement and slag cement industries. Cenin Ltd has developed a centre of excellence to produce cement substitutes equivalent to slag cement using 100% renewable energy and 100% recycled materials, probably the first of its type in the world today. The company's carbon footprint is probably one of the smallest footprints in cement-related industries. As a result, Cenin Ltd is in a position to partially fill this gap with an alternative cement substitute.
For the first time in our knowledge, the UK construction industry has been experiencing rationing of Portland cement and slag cement. This is also found to be the case in many US states. This situation has highlighted that there is an opportunity for alternative cement substitutes within the construction industry, both in the UK and the US.
In the UK and many other countries, landfill sites in general are becoming over-crowded and expensive for waste producers. As a result, and wherever possible, material going to disposal should therefore be minimised. If the production of the waste cannot be prevented, then it is attractive to create an alternative use in another process before considering disposal.
The key question that is always raised is 'what is waste?' and 'what is a by-product?' A definition on this subject would therefore be most welcome. For many years there has been disagreement on this definition between industry and the environmental agencies, in particular the steel and power station industries.
For example there has been an ongoing debate between the electric supply industry (ESI) and the UK Environment Agency (EA). The UK EA consider coal-fired power station ash products such as pulverised fuel ash (PFA) and furnace bottom ash (FBA) to be wastes. The ESI has not accepted that they are classed as wastes when sold for use in construction applications.
In contrast, the UK EA has recently acknowledged the debates of the steel industry that blast furnace slag (BFS) and granulated blast-furnace slag (GGBS) are by-products. The UK EA's regulatory position statement followed a lengthy and concentrated lobby from the British Quarry Products Association and the steel industry to ensure that some 3Mt of BFS is maintained for the UK's national construction needs. The industry's position on BFS was also supported by the European Commission's recently published guidance using BFS as an example of a by-product.
Global warming and climate change are the biggest environmental issues facing society today with the power station, steel and cement industries all portrayed as heavy polluters. The slag cement companies are probably the most carbon friendly cement industries to date and claim to produce the world's best Carbon Neutral Concrete (www.carbonneutralconcrete.ie).
Cenin Ltd has developed a centre of excellence to produce cement substitutes equivalent to slag cement using 100% renewable energy and 100% recycled materials, probably the first of its type in the world today. Gary Hunt is technical director of Celtic Cement Technology (CCT) and has been researching and evaluating the use of alternative materials for the last 15 years. During this time over 50 industrial wastes and by-products have been tested with significant results. Included in this research is a wide range of slags from all sectors of the steel producing industries. These have been examined and an extensive database on these materials has been put together. The purpose of this paper is to present data to show the results of this work and the depth of knowledge that have been gained over this time period.
Materials
The cement substitutes presented in this paper have been composed of raw materials currently being put to landfill, stockpiled causing environmental damage and obscuring local landscapes, or being used as a low cost by-product that is still a cost to the producer of these materials. The materials used are obtained from many industrial sectors outside the more common industries such as the iron, steel, power station and quarrying industries.
The process has been developed from the knowledge CCT has obtained during its extensive research and involves a process using thermal treatment, particle size distribution and chemical engineering. CCT has developed a 15-point material analytical system to ensure that when a cement substitute is produced it will comply with all the requirements of EN 196 standards. Furthermore, Cenin has adopted a full quality control (QA) system to comply with the requirements set out in the EN 197 standards. Cement and cement substitutes are referenced as 'C'; these include Portland cement (PC), GGBS and PFA.
In Table 1 are highlighted the major compounds that are require to optimise cement performance (in green). The trace elements labelled in red are naturally occurring in PC, GGBS and PFA. Although some of the trace elements have a role when chemical compounds form during hydration, it is the major elements that CCT is most concerned with.
| Oxide
(wt. %) |
Cements | ||||||
| C1 | C2 | C3 | C4 | C5 | GGBFS | PFA | |
| CaO | 59.58 | 60.22 | 62.33 | 58.39 | 58.92 | 40.67 | 6.1 |
| SiO2 | 20.89 | 20.28 | 22.95 | 21.42 | 21.47 | 34.73 | 43.3 |
| Al2O3 | 5.23 | 5.68 | 4.66 | 4.53 | 4.18 | 12.8 | 31.52 |
| Fe2O3 | 3.34 | 2.05 | 2.92 | 2.04 | 2.04 | 0.37 | 15.28 |
| MgO | 2.59 | 1.59 | 1.17 | 1.34 | 1.91 | 8.48 | 2.01 |
| TiO2 | 0.31 | 0.35 | 0.43 | 0.24 | 0.23 | 0.63 | 1.99 |
| Na2O | 0.42 | 0.18 | 0.18 | 1.16 | 0.13 | 0 | 0.95 |
| K2O | 1.21 | 1.31 | 0.67 | 0.55 | 0.62 | 0.55 | 0.74 |
| P2O5 | 0.09 | 0.11 | 0.05 | 0.07 | 0.05 | 0.01 | 0.7 |
| ZnO | 0 | 0 | 0 | 0 | 0 | 0.02 | 0.27 |
| V2O3 | 0.02 | 0.02 | 0.01 | 0.03 | 0 | 0.01 | 0.11 |
| MnO | 0.06 | 0.05 | 0.04 | 0.07 | 0.1 | 0.56 | 0.17 |
| Cr2O3 | 0 | 0.02 | 0.03 | 0.09 | 0.01 | 0 | 0.04 |
Table 1: A range of chemical compounds that are found in Portland cement, GGBFS ans PFA. (main compounds in green; trace compounds in red
Many industrial wastes and by-products also contain the same elements that are found in Portland cement, GGBS and PFA. However, with these materials the elemental range is far more widespread.
The role played by the trace compounds present in the above mentioned cements and raw materials is well-known by experts in the industry. The effect that these trace compounds have during the hydration of mortar and concrete is also well established. So, for the purpose of this paper, only the major elements will be referred to from this point forward. Also, for the rest of this paper a direct comparisons will be made between Portland cement, GGBS, Cenin cement and discarded PFA.
Research procedures and results
During the development of alternative cement substitutes or replacements we have split our evaluation into two characteristics – chemical and physical. All the development work has been carried out in cement laboratories based in ECM2 which is a Welsh Assembly Government research centre based in the Corus Steel works in Port Talbot, South Wales, UK.
CCT's work has also been verified by accredited independent laboratories in the UK. These include both commercial and university laboratories. The main research work was carried out at the School of Civil Engineering Cardiff University where Gary Hunt was an visiting honorary research fellow for six years.
Chemical characteristics: XRF
Using X-ray fluorescence (XRF) analysis CCT was able to develop a table of desired elements and from these tables CCT was able to compare the ratios of major elements, in particular the calcium/silica ratios that are found in Portland cement, GGBS and Cenin cement.
It can be seen from Table 2 that there are for example significant differences in the calcium/silica ratios between PC and GGBS. It can also be seen that when you increase the replacement levels of PC with GGBS these ratios become closer.
| Replacement levels | ||||||||
| GGBFS | PC | Oxide | 0.25 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 |
| C7 | C3 | |||||||
| 40.67 | 62.33 | CaO | 56.92 | 55.83 | 53.67 | 51.5 | 49.34 | 47.17 |
| 34.73 | 22.95 | SiO2 | 25.89 | 26.48 | 27.66 | 28.84 | 30.02 | 31.19 |
| 12.8 | 4.66 | Al2O3 | 6.69 | 7.1 | 7.91 | 8.73 | 9.54 | 10.36 |
| 0.37 | 2.92 | Fe2O3 | 3 | 3.36 | 4.09 | 4.82 | 5.55 | 6.28 |
| 8.48 | 1.17 | MgO | 2.28 | 2.15 | 1.9 | 1.64 | 1.39 | 1.13 |
| 0.63 | 0.43 | TiO2 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
Table 2: Ratio changes of major compounds with PC/GGBFS composite cement
GGBS is an excellent engineering and carbon neutral cement, so therefore we can also produce a similar product. However, we are able to maintain an improved calcium/silica ratio or alternatively match that of GGBS, as shown in Table 3.
| Replacement levels | ||||||||
| Cenin | PC | Oxide | 25% | 30% | 40% | 50% | 60% | 70% |
| 2 | C3 | |||||||
| 39.57 | 62.33 | CaO | 56.64 | 55.5 | 53.22 | 50.95 | 48.67 | 46.4 |
| 26.65 | 22.95 | SiO2 | 23.88 | 24.06 | 24.43 | 24.8 | 25.17 | 25.54 |
| 9.93 | 4.66 | Al2O3 | 5.98 | 6.24 | 6.77 | 7.29 | 7.82 | 8.35 |
| 6.04 | 2.92 | Fe2O3 | 2.28 | 2.5 | 2.94 | 3.39 | 3.83 | 4.27 |
| 5.61 | 1.17 | MgO | 3.7 | 3.86 | 4.17 | 4.48 | 4.79 | 5.1 |
| 0.51 | 0.43 | TiO2 | 0.1 | 0.12 | 0.16 | 0.2 | 0.24 | 0.28 |
Table 3: Ratio changes of major compounds with PC/Cenin 2 composite cement
From the data in Table 4, it can be seen that with Cenin's technology it is possible to further improve the calcium/silica ratios to match those found in PC.
| Replacement levels | ||||||||
| Cenin | PC | Oxide | 25% | 30% | 40% | 50% | 60% | 70% |
| 1 | C3 | |||||||
| 43.85 | 62.33 | CaO | 57.71 | 56.79 | 54.94 | 53.09 | 51.24 | 49.4 |
| 24.59 | 22.95 | SiO2 | 23.36 | 23.44 | 23.61 | 23.77 | 23.93 | 24.1 |
| 9.31 | 4.66 | Al2O3 | 5.82 | 6.06 | 6.52 | 6.99 | 7.45 | 7.92 |
| 6.1 | 2.92 | Fe2O3 | 3.72 | 3.87 | 4.19 | 4.51 | 4.83 | 5.15 |
| 0.72 | 1.17 | MgO | 1.06 | 1.04 | 0.99 | 0.95 | 0.9 | 0.86 |
| 0.37 | 0.43 | TiO2 | 0.41 | 0.41 | 0.4 | 0.4 | 0.39 | 0.39 |
Table 4: Ratio changes with PC/Cenin 1 composite cement
Chemical characteristics: XRD
Using X-ray diffraction (XRD) analysis it is possible to monitor the phase changes during the hydration of cement and compare the changes that take place between PC and GGBS. With this information it is possible to then chemically engineer the substitutes to match those changes. Importantantly, CCT can tailor-make the substitute for different applications and processes. This feature is unique to Cenin Ltd.
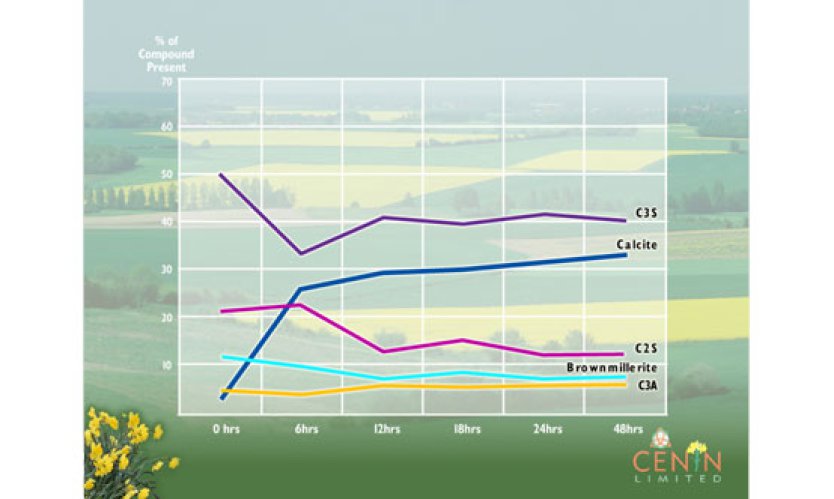
Figure 1 shows an illustration of the compound phases that form during the hydration of cement. It is well known what these phases are. It is also known what phases are present with composite cements such as a PC/GGBS composite. For the purpose of this paper we shall now only concentrate on the following chemical notation: Tricalcium silicate (C3S), dicalcium silicate (C2S), tetracalcium aluminoferrite (C4AF) – also known as Brownmillerite – and calcite. From Figure 1 it can be seen that by 12h the C3S and caclite phases stabilise.
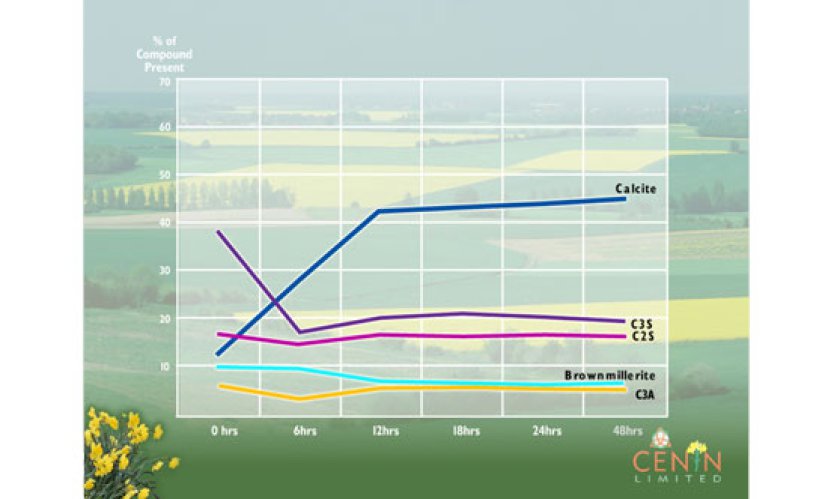
In Figures 2 and 3 it can be seen that the calcite phase is stronger than the C3S phase in the composite cements with the percentage of C3S present being reduced to below 30% when combined with GGBS and below 20% with Cenin cement.
In Figure 4 it can be seen that in the case of a 50% PC/50% GGBFS cement, the percentage of calcite present increases to above 40%. With GGBS the C3S phase reduces to around 20%, the same as Cenin, but what is interesting to note is the fact that the C3S phase remains at around 20% with both 25% and 50 replacement levels when using the Cenin composite cement (chart not shown).
Using the methodology developed by CCT allows producers to chemically engineer the compounds that form when used as composite cement, thus allowing them to vary the heat of hydration, setting times and strength development. This enables the producer to tailor-make cement substitutes to the requirements of the end user, effectively making bespoke cements. The raw materials are the same but the changes are made by a combination of thermal treatment, particle size distribution and chemical blending.
The problems that the industry face when using GGBS is that it cannot achieve high early strength without increasing the total cement content. In addition, the use of GGBS in cold conditions is restricted because at low temperatures concrete will take a long time to set or fail to set at all. In hot climatic conditions GGBS is beneficial as it reduces the heat of hydration and therefore minimises thermal cracking. With Cenin cement one can vary these conditions by retarding the setting times and heat of hydration in hot climatic conditions and accelerating them in cold climatic conditions.
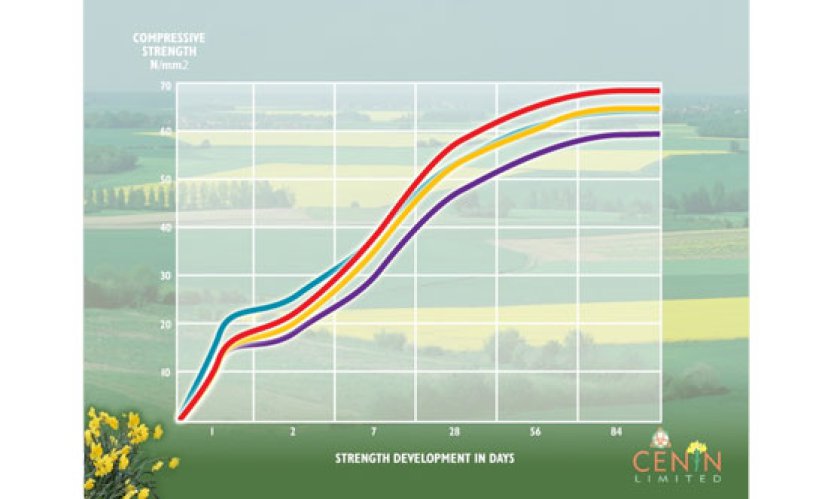
It can be seen in Figure 5 that by chemically engineering the compound changes it is possible to achieve the same strength as Portland cement within seven days using Cenin composite cement. Celtic Cement Technology can also be applied to existing manufacturers of slag cement to improve their performance on setting times, strength development and cold climate concreting.
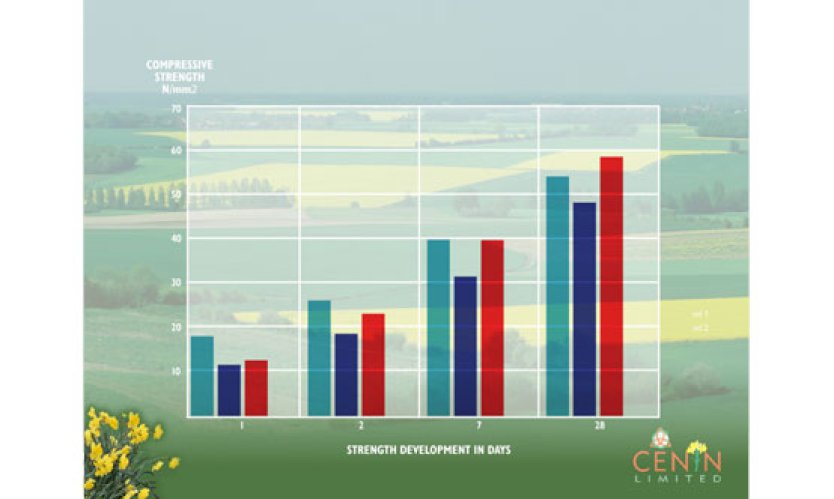
It can be seen in Figure 6 that it is possible to improve the strength development of GGBS. Morever, after 28 days it will have a strength equal to that of Portland cement.
Discussion and conclusion
It has been demonstrated during this paper that it is possible to chemically engineer cement substitutes/replacements to alter and improve the properties of the cement. Cement substitutes can be produced from alternative materials to equal or improve on the performance of Portland cement and GGBFS cement. It is also possible to add value to existing GGBFS cement to alter or improve the physical and chemical properties of GGBFS by adopting the technology adopted by CCT.
These properties have been achieved by over 15 years of research and development and by the depth of knowledge that we have gained during this period. The process is a unique combination of thermal treatment, particle size distribution and chemical engineering.
It is well documented and known that with the right replacement levels a composite PC/GGBS cement becomes higher in strength than that of Portland cement on its own. GGBFS is probably the best civil engineering cement available to the construction industry today.
Cenin strongly believes that it is only one of a few companies that can produce a cement substitute that is equal in strength to Portland cement within seven days. This is also a highly cost-effective solution.
This is a truly sustainable technology that has been developed using 100% renewable energy and 100% recycled material, probably with one of the best carbon footprints in the industry today. The information provided during this paper as been the result of many years of research between Cenin and independent testing laboratories both from industry and academic facilities in the UK and Ireland.
Acknowledgments
Cenin and CCT would like to acknowledge the support they have received during the years of research and development from the following: Welsh Assembly; Testing Solutions Wales (Corus Group); National Oceanography Centre, University of Southampton; Materials and Surface Science Institute, University of Limerick, Ireland; PANalytical UK X-ray systems and Sympatec particle size instruments.
Cenin and CCT would also like to acknowledge the support and supply of samples from Portland cement and GGBFS manufacturers in the UK.

