


Air-cooled slags can exhibit a peculiar volume instability upon cooling and disintegrate into a fine powder. The outcomes of this are severe dust issues in the surroundings of the meltshop and forced landfilling, since a powdery slag cannot be applied as an aggregate for construction applications. In this article, the causes of this disintegration is discussed, in addition to an evaluation of the dusting behaviour of a particular slag based on the overall slag composition, and how borates can be used to stabilise the slags.
Certain types of slag disintegrate on cooling, (see Figure 1. It is well known that this particular kind of volume instability is caused by the presence of dicalcium silicate, 2CaO•SiO2, (C2S) in the slag structure. This mineral undergoes several phase transformations during the cooling of hot slag. The last transformation from the β to the γ polymorph at approximately 400°C is accompanied by a 12% volume expansion, which causes high internal stresses in the slag and, subsequently, the disintegration into a fine powder. The resulting particle sizes are typically not larger than 100µm.
Over time, this volume instability has been observed with various slag types, ranging from blast furnace slags to steelmaking slags. At present, however, the problematic disintegration is primarily encountered in two areas. Firstly, in stainless steelmaking, decarburisation slags are known to heavily disintegrate during cooling. EAF slags also display this behaviour, but to a lesser extent. Secondly, aluminium-killed ladle refining slags in steelmaking may disintegrate as well.
What slags disintegrate?
If one knows the slag composition, one can easily evaluate whether or not it will disintegrate. Already in 1942 the disintegration behaviour was described by compositional limits (wt%):
CaO + 0.8MgO ≤ 1.20SiO2 + 0.39Al2O3 (+1.75 S);
CaO ≤ 0.93SiO2 + 0.55Al2O3 (+ 1.75S).
If the slag composition conforms to either one of these relations, the slag will be stable and will not disintegrate during cooling. These limits were verified extensively by laboratory experiments and industrial samples, and proved to describe the disintegration behaviour very well.
A recently developed Scheil-Gulliver solidification model for air-cooled slags linked these limits directly to the C2S precipitation area in the CaO-Al2O3-SiO2-MgO phase diagram. The correspondence between the previous numerical relationships, indicated by the red lines in Figure 2, and the presence of C2S in the slag structure, indicated by the surface plot, is excellent.
Compared to the compositional limits, the model has several advantages. Firstly, it gives an indication of the actual C2S level in the slag structure, which is relevant information for possible countermeasures. Secondly, it also indicates the evolution of the mineralogy during solidification. This allows one to see, for instance, in which temperature range the C2S forms. Thirdly, the model can incorporate other slag components such as CrOx, FeOx or TiO2. This makes the model far more versatile than the simple numerical relations. Last but not least, the model does not only check the presence of C2S but simulates the complete mineralogy of the slag after cooling. This makes it possible, for example, to rapidly verify whether or not the slag contains free CaO or free MgO and requires a subsequent weathering treatment to guarantee long term volume stability.
Regarding the disintegration behaviour of the air-cooled slags, it is clear that the relationship between slag structure and slag properties is very well understood. Subsequently, measures can be developed to optimise the slag mineralogy.
How to avoid disintegration?
This particular kind of disintegration of air-cooled slags is directly linked to the β → γ transformation of C2S. One possibility to avoid the dusting is to completely avoid the formation of C2S in the slag structure during solidification.
Referring to the numerical relationships discussed above, lowering the slag basicity by adding a substantial amount of SiO2 would be the best option to do this. As such a change would greatly affect the metallurgical process, the SiO2 should be added after slag/metal separation. At this stage, however, it is by no means straightforward to dissolve a large amount of additions into the slag.
Considering these practical difficulties, a second pathway has been developed, which focuses on the destructive β → γ transformation rather than the presence of C2S. From cement making, it is known that by incorporating a small amount of doping agents in the C2S crystal structure, the β-polymorph can be stabilised to ambient temperatures.
In this regard borates have proven to be especially effective, particularly for slags as well. Even a small amount of borate addition during or immediately after slag/metal separation resulted in a stable slag. Due to its practical simplicity, borates have been used as a stabiliser for metallurgical slags for several years in industrial practice.
Recently, the scientific interest in the technique has grown because of several reasons. First of all, a borate slag treatment implies a significant cost for the meltshop. Although this cost is minimal compared to the alternative dust issues and valorisation problems, the ever-increasing competition in the market leads companies to try to further increase the borate efficiency or even develop alternative stabilisers. Secondly, although borates are generally not considered toxic, concerns have risen about the potential effects of boron leaching during the slag's second life. In an attempt to anticipate changing regulations, alternative treatments are pursued.
Where do the borates go to?
A first question to be answered, is where the borates end up in the solidified slag structure. Are they incorporated primarily in the C2S phase as intended, in other phases, or even in newly formed phases? Laboratory solidification experiments on synthetic slags have led to surprising results.
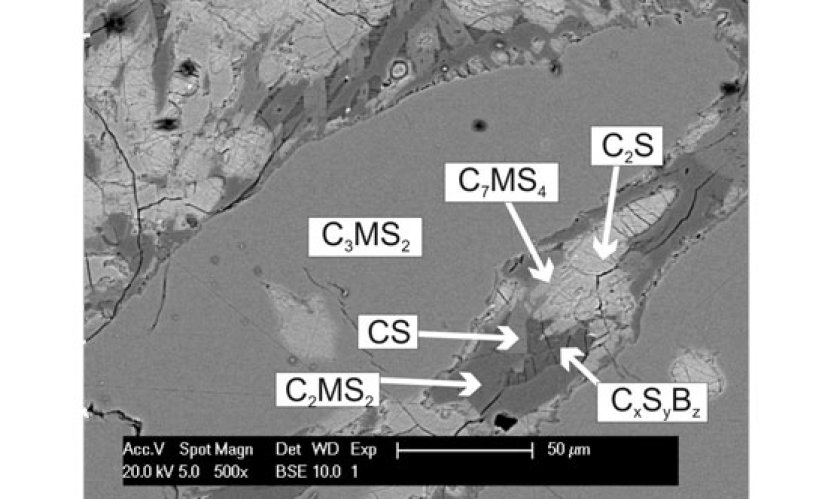
A disintegrating CaO-SiO2-MgO slag was treated with borates and solidified in controlled conditions. The slag showed to be stable. Using a highly sensitive electron microprobe, the slag structure was characterised. Six phases were identified and analysed for their borate content. As expected from the macroscopic stabilisation, some B2O3 was found in solid solution with C2S. However, B2O3 was also found in other phases (e.g. CS). The highest concentration was detected in a CxSyBz phase (Figures 3 and 4), which was not found in the untreated slag structure. Similar results were observed in a borate treated industrial stainless steel decarburisation slag.
The obvious next question is what causes this particular borate distribution. The thermodynamic solidification model provides some insight in the mechanism. One of the first phases to form in most slags during solidification is C2S (Figure 5). At this stage during cooling the borates are distributed amongst the C2S phase and the liquid phase. Thermodynamic considerations stipulate that not the concentration but the activities of the borates in both phases are equal. For typical metallurgical slags, this means that the borate concentration in the liquid slag is roughly 5-10 times higher than in the C2S particles. Therefore, only a minor part of the borate additions actually forms a solid solution with C2S and contributes to the stabilisation of the slag. The major part is taken up by the other phases, formed after the C2S precipitation. Considering the controlling thermodynamics, however, it is not possible to increase this borate yield significantly without changing the slag chemistry completely.
How much borate is required?
Due to the relatively low yield, one could imagine a substantial amount of borates is required to stabilise the disintegrating slags. On the other hand, experiments have already shown that 0.1% by weight in solid solution with pure C2S is sufficient for the stabilisation. Looking at the required amount for slag stabilisation purposes, the available data is scarce and very fragmented. However, it does seems that an overall B2O3 concentration of 0.25% by weight leads in all cases to a stable slag. Recent laboratory experiments on disintegrating ladle refining slags have confirmed this upper limit. In industrial practice a higher level is probably necessary due to difficulties with mixing the borates homogeneously throughout the slag.
The effect of slag composition on the required borate level is not yet systematically studied. However, recent experiments on CaO-SiO2-MgO slags, presented in Figure 6, have shown a clear dependence on slag basicity. First of all, the upper limit of 0.25% by weight B2O3 is confirmed once more. Secondly, it is shown that certain slags can be stabilised using significantly less B2O3. Especially slags with a lower basicity require less borate additions. Also at higher basicity, less borates are needed. Though this may seem surprising, it is logical. As C2S levels are higher, less borates are lost to the other phases. From a scientific viewpoint, the observed empirical relationship at lower basicity can however not be fully explained. Seemingly, several stabilisation mechanisms do play a role as well.
From a pragmatic viewpoint, on the other hand, the observed relationship opens room for optimisation. By monitoring the exact slag composition, the added amount of borates could be fine-tuned to the particular slag, resulting in borate savings. It is recognised that an important premise needs to be fulfilled before this optimisation can be successful. The empirical relationship should be determined for the practical situation at the meltshop, taking into account the actual slag compositions, the cooling path and the method of borate addition.
Conclusions
Increasing environmental awareness has created incentives for metallurgical companies to tackle various slag issues. Regarding air-cooled slags, C2S-driven disintegration during cooling is one of the main issues, as it not only creates dust problems but also complicates the slag valorisation in construction applications.
Borate additions to the slag during or immediately after slag/metal separation have proven to be a effective and easy-to-implement method to stabilise these slags and avoid disintegration. The technique is commonly used for treating stainless steelmaking slags at the moment, but its potential for treating ladle refining slags has also been shown. Actually, to the best of our knowledge, all slags prone to C2S-caused disintegration can be treated successfully with borates. To evaluate whether or not an air-cooled slag contains C2S, one can use simple numerical relationships. A more versatile thermodynamic solidification model offers a deeper understanding of the issue.
In an attempt to further increase the borate efficiency and develop alternative stabilisers, the scientific community is trying to unravel the exact mechanism of borate stabilisation. It has been shown that only a fraction of the added borates forms a solid solution with C2S and contributes to the chemical stabilisation of the slag. However, as this fraction is governed by thermodynamics, it is not possible to increase the borate yield without drastically changing the slag chemistry. On the other hand, it has also been shown that the required amount of borates depends heavily on the exact slag composition. By close monitoring of the slags, the added amount of borates could be fine-tuned to the particular slag, resulting in significant savings.
Acknowledgments
This work was financially supported by ArcelorMittal Stainless Genk, Rio Tinto Minerals and the IWT (050715). The authors also thank Pieter L'Hoëst for his help with the EPMA-WDS measurements.
Further reading
1. D Durinck et al, 'Slag solidification modeling using the Scheil-Gulliver assumptions', Journal of the American Ceramic Society, 2007, 90(4), p1177–1185.
2. D Durinck et al, 'Borate distribution in stabilised stainless steel slags', Journal of the American Ceramic Society, 2008, in press.
3. D Durinck et al, 'Prediction and prevention of the disintegration of air-cooled slags', Accepted in the 3rd International Conference on Process Development in Iron and Steelmaking (SCANMET III), Luleå, Sweden, 8-11 June 2008.
4. D Durinck et al, 'Review: Hot stage processing of metallurgical slags', Submitted to Resources, Conservation and Recycling, 2008. (see http://perswww.kuleuven.be/sander_arnout/).

