










Image gallery for the 16th Global Slag Conference which took place in Dubai, UAE on 23 - 24 April 2024.
































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































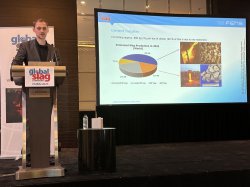







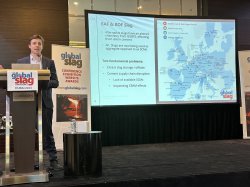















Image gallery for the 16th Global Slag Conference which took place in Dubai, UAE on 23 - 24 April 2024.

16th Global Slag Conference, Exhibition & Awards 2024
23 - 24 April 2024, Dubai, UAE
The 16th Global Slag Conference has successfully taken place in Dubai, UAE, with 175 registered delegates from 32 countries, two field trips to slag grinding plants and the Global Slag Awards dinner at a spectacular camp on the edge of the Arabian Desert.
View the conference photo gallery here
Joe Harder of OneStone Consulting started the event with an overview of trends in the global slag industry. Only 40 countries produce iron. The traditional means of producing pig iron, using blast furnace (BF) technology, is slowly changing, partly due to the intensity of CO2 production. Directly reduced iron (DRI) production may amount to perhaps 400Mt by 2050, but blast furnaces will still predominate, while steel scrap recycling using electric arc furnaces (EAF) will become more common through replacing blast furnaces. Carbon recycling from blast furnaces and many other technologies are being developed and trialled worldwide. The world iron ore market is dominated by low and medium grade iron ores, which can be used on the BF-BOF process, but not in the DRI and EAF routes, which require higher grades and scrap steel respectively. Given the trend towards lower grades, and increases in BF capacity especially in Asia, the global supply of slag is expected to increase (in Asia, at least), even while pig iron production in North America and Europe will decrease. Imports of granulated blast furnace slag (GBFS) into Africa are likely to increase dramatically. Joe pointed out that DRI slags do not go through a melting phase and have no cementitious properties.
Charles Zeynel of ZAG International, the next speaker, has been proclaiming the value of supplementary cementitious materials (SCMs) for several decades, but demand has finally caught up with supply due to decarbonisation and simple economics. Charlie pointed out that many more different types of slags are now being valorised, alongside other SCMs, due to the carbon intensity - and production expense - of OPC. The global market for GBFS was around 380Mt in 2021, and is expected to grow at a CAGR of 3% per year until at least 2035.
The next speaker was Arusha Ahmed Khan of Cemcoa, part of the Shun Shing Group (owners of Green Cement slag grinding plant in Dubai, location of the event’s first field trip and picttured above)), who gave an overview of Asian slag markets. Crude steel production in Japan has been slowly falling, but the country is still a major exporter, primarily to Asian markets but also to the US. EAF steel production is increasing throughout Asia. China far outweighs the rest of the world in crude steel production,and now exports a similar level of GBFS - 10Mt annually - as Japan. Chinese domestic demand is weak, due to a construction slump, and exports go to Asia and to the Middle East. India is the second largest steel producer - at 143Mt in 2023 - but only 2.4Mt of slag is exported. Indian steel production is expected to amount to 300Mt by 2030. Vietnam is also a major steel producer - expected to increase to 21Mt by 2025 - although GBFS exports are still below 1Mt. Indonesian BGFS exports also total around 1Mt, while Malaysia exports around 300,000t per year. Despite producing 65Mt of steel each year, Korea exports very little GBFS, instead consuming the majority of its 12Mt of slag domestically. One of the key importing countries is Bangladesh, which lacks its own limestone and clinker production facilities, and which is required to import both clinker and other SCMs including slag, of which it brought in 5.9Mt in 2023. Taiwan ROC imported nearly 4Mt of GBFS in 2023, while Singapore imports only ground GBFS (GGBFS) - nearly 2Mt in 2023. The UAE imported 3Mt of GBFS in 2023, and demand has been supported by local regulations stipulating the use of slag in concrete mixes. Saudi Arabia imported 1.5Mt of GBFS in 2023, in support of its various mega-projects. Qatar and Kuwait also import GBFS, albeit in lesser quantities.
Charles Ochola of the US National Slag Association (NSA), spoke about the regulatory situation for slag products in the 50 states that make up America. Regulations on the use of slag-based products varies from state-to-state, with little harmonisation. Chemical analyses of a limited number of samples of slags by the US EPA has raised some concern for the regulators, primarily due to the potential presence of manganese and hexavalent chromium in stainless steel slag (and not in other slags), but the US NSA has pushed back on many aspects of the analysis. At the same time, the US Department of Transportation has awarded US$5m in funding for research on the use of steel slag in cement and concrete.
Sharon Morgan of US law firm Fox Rothschild spoke about the process of obtaining permits for the construction of a slag grinding facility in Wilmington, Delaware, while Lisa Bhadsavle of WALAN Specialty Construction Products introduced the Gebr. Pfeiffer ‘Ready2Grind’ modular vertical roller mill (VRM) that is being used at the plant. The compact plant site is adjacent to the waterfront of the Port of Wilmington, and particular effort has gone into reducing any dust emissions from the plant, with an oversized dust collector. Sharon described the permitting process as ‘running the gauntlet,’ since many agencies are involved in allowing the project to go ahead. “Don’t give the regulator anything to worry about,” said Sharon, and she also emphasised that environmental justice is becoming more important, and seeks to avoid disadvantaging poorer communities. Having your paperwork in order and up-to-date is extremely important in the process, and getting the stakeholders (regulators, community, customers and supporters) on board is vital, as is generating local jobs and being a good neighbour. WALAN modified truck routes to the plant to eliminate traffic through residential areas, added tarp coverage of stockpiled materials to avoid dust, and conducted long-term studies to reduce or eliminate any impacts on the local communities.
Youssef Tawfik next reviewed Green Cement Factory LLC - scene of the field trip the previous day. He lamented that the market in the UAE has shrunk by 40% since 2019, partly due to Covid, but inward investment, government-backed infrastructure projects and relocations to the emirate have started to bolster the construction industry once more, creating demand that is eating into the cement production overcapacity in the region. The Green Cement grinding plant has a 1Mt production capacity, using a Loesche VRM, 30km from Jebel Ali port, situated in Dubai Industrial City.
Kalevi Kostiainen of Magsort Ltd then spoke about his company’s material recovery plants (MRPs), which focus on recovering the metal fraction of slags, and which then further valorise the slag into profitable mineral resources. The products (including from steel and ladle slags) may be used as alternative raw materials (ARMs) for clinker manufacture, fed as part of the raw meal and generating a variety of economic and environmental benefits. Kalevi said that, even in the absence of a CO2 tax, using the slag as an ARM has a net cost benefit of Euro22/t of slag used. These slags may also be introduced into the cooler, where the heating activates the slag, and speeds up cooling of the clinker, while avoiding the formation of Cr6+ in the clinker. Up to 7.5% steel slag may be dosed as an ARM. Kalevi concluded that steel slag can be activated thermally and chemically, and in the presence of GGBFS. Magsort has a patented solution to eliminate the formation of Cr6+ in the kiln. Erimates Steel Arkan will build the first MRP plant for the cement industry.
Jagabandhu Kole of JSW Cement next spoke about the characterisation, reprocessing and effective recycling of steel slags in cement clinker production.
Nie Wenhai of CNBM Group-Sinoma gave a ‘bonus ‘ last-minute presentation on slag use in China. GGBS production reached 110Mt in 2022. Sinoma-TCDRI has commissioned more than 240 VRMs for slag, all but a handful in China, and total design capacity is more than 100Mt. An optimised grinding zone structure, newly-improved classifier and more sophisticated process control has improved slag grinding, while table diameters up to 6.6m can already be supplied with capacity up to 300t/hr at 4200 Blaine, and with 7m tables coming in the future. Nie Wenhai explained that LD slag could be used for cement production once crushed, metal extracted and then processed with steam, and he gave a reference list of plants in China using the process with up to 15% LD slag used in the raw mix.
Bipin Sharma of BSRM Bangladesh gave the final presentation of the day, looking at induction furnace slag (IFS) and ladle refining furnace slag (LFS). BSRM melts 2.2Mt of steel each year, using 11 induction furnaces, using 90% scrap and 10% sponge iron. LFS and IFS are handled in separate processing facilities to recover magnetic sand to produce valuable co-products. The IFS is marketed in thee different size fractions. Around 22 billion bricks are made in Bangladesh each year, contributing 1% of the country’s GDP, but producing 17% of the pollution, while denuding the country’s topsoil. IFS can be used instead of brick chips, to make unipaver blocks and hollow blocks. Demand for the sub-8mm fraction outweighs demand, but the +8mm fraction has yet to be approved for use. LFS slag is weathered for 2-3 months to help to reduce free lime, and then is size-separated and magnetically sorted before being made available as a soil conditioner, since 37% of cultivatable land in Bangladesh is classified as acidic and the slag is strongly alkaline. The LFS could be used for clinker manufacture, but the transportation cost outweighs the economic benefit of using the slag. Additionally, the remaining lime content means that the LFS could not be used for brick manufacture. Clinker grinders were offered the slag, but found that tiny steel particles were still present in the powder, possibly due to the metal particles being coated with LFS. The company is now planning a 1.5Mt EAF melt shop, and is now considering its options for the resultant slag.
Dessert in the desert
After the first day of the conference, delegates enjoyed a dinner on the edge of the sandy Arabian desert, including some delicious sweet deserts and a spectacular fire-show (pictured below). The Global Slag Awards were presented, including the ‘slag personality of the year’ awards, which went to Arusha Ahmed Khan of Cemcoa, to Anil Bhadsavle of WALAN Specialty Construction Products, to Niklas Törnkvist of Magsort and to Charles Ochola of the US National Slag Association. JSW Steel and JSW Cement won ‘slag product producer of the year,’ Magsort won for equipment supplier of the year, the ArcellorMittal-Nippon Steel India JV won plant of the year for the Hazira plant in Gujarat, Ecocem won product of the year for ACT (see below), and Saudi Ready Mix Concrete won for slag user of the year. CarbiCrete won the ‘technical innovation’ award (see also below).

Second day
Arunachala Sadangi of Nuvoco Vistas Corporation gave the first presentation on the second day, giving a ‘deep dive’ into beneficiation technology for the improvement of reactivity of LD slags, through reducing its iron content, increasing its glass content and improving its basicity factor. Wet and dry magnetic separation, froth flotation, tabling, a spiral concentrator, enhanced gravity separation, chemical leaching and calcination were all tested. Arunachala concluded that enhanced gravity separation is a suitable technology to improve reactivity, and that the processed LD slag can substitute up to 8% of BF slag.
Kelly Cook of Edw. C. Levy Co. gave a two-part presentation, with the first part giving details of a seven-year case study of the use of steel slag in a heavily-used concrete pad. After nearly a decade of hard industrial use, the pad is still in good shape. In the second part, Kelly asked whether hexavalent chromium is really present in slags, or if it is present only as an experimental relict. Kelly and her colleagues discovered that, on the contrary, steel slag tends to transform any hexavalent chromium (for example added into the sample) into trivalent chromium. Most research is urgently required on this vital topic.
David Algermissen of the FEhS (Institut für Baustoff-Forschung) spoke about the slags that will be produced from the new DRI furnaces. Lime will need to be added to DRI-smelter slags to reduce viscosity to allow them to be handled and further processed. Another option is for DRI iron to be added into an EAF along with scrap steel, but again, viscosity can be a problem. In this case, a secondary slag treatment (reheating in a separate furnace) is possible, or reducing agents might be added during tapping. David gave some details of EAF slag granulation tests, and announced that a full-scale EAF slag granulator will be built in Germany in the next three years. He concluded that decarbonisation of the steel industry will lead to decreasing amounts of blast furnace slag, but the ‘new’ slags will have hydraulic properties if treated correctly.
Volkert Feldrappe of the FEhS next spoke about the use of steel slag in concrete, concluding that if it is to be used, then its free lime content must be low: EAF and DRI-EAF slags (and copper slag) will normally have sufficient soundness, while BOF slag will need to be treated to minimise free lime content. Steel-slag-based readymix concrete has been made in an industrial trial, with excellent performance, showing that heavy metals are bound in the concrete matrix with no significant releases.
Following a popular speed networking session, Andreas Neumann of the German Lithium Institute spoke about the use of iron silicate fines (ISF) from copper slag, and about leached spodumene concentrate (LSC). ISF is somewhat similar in composition to EAF slag, and can be processed by extracting magnetic (Fe-rich) mineral phases, with the remaining non-magnetic iron silicate available to fix CO2 in a solid compound, or potentially to form highly reactive cementitious phases. Lithium can be leached from the hard rock mineral spodumene, but this leaves 96% behind as LSC. However, the LSC has a similar chemical composition to flyash, with no hazardous components, and has pozzolanic properties.
Pithchai Sivakumar of Aurubis, a company with a series of copper smelters throughout Europe, next spoke about the iron silicates generated as a by-product, to the tune of up to around 2Mt per year. The artificial minerals can be used as abrasives, as an alternative raw material for clinker production, for road and landfill construction, for soil stabilisation and for specialist concretes. Some of the minerals produced by Aurubis also have hydraulic properties.
Ryan Bourns of Carbon Upcycling explained his company’s approach to carbon sequestration. A material with adequate CaO and/or MgO content is first ground to increase its active surface area, and is then exposed to CO2 which binds to the mineral particles in a patented process. BOF and EAF slags can sequester up to 20% by weight of CO2, and this enhances the hydraulic activity of both slag types. Additionally, the formation of carbonate minerals can reduce the leaching of heavy metals. The company is now developing two industrial-scale projects at cement plants; in Cemex Rugy in the UK, and at CRH-Ashgrove’s plant in Mississauga, Canada.
Kenneth Lerner of CarbiCrete started by boldly stating that his company has developed a cement-free concrete. Steel slag is cured in a chamber using by-product CO2 to form concrete masonry units (CMUs), resulting in permanent CO2 sequestration.
John Reddy from Ecocem gave the penultimate presentation at the conference, explaining the company’s ACT product. Overall, the company has a production capacity of 2.5Mt, from its four plants in France, the Netherlands and in Ireland. Ecocem has launched a highly specified product, ‘Ecocem Ultra,’ that claims a CO2 emission of only 80kg CO2/t of cement. Furthermore Ecocem’s ACT product has a carbon footprint of around 180kg CO2/t. ACT is composed of 20% Portland clinker, 30% SCMs (BOF slags) and up to 50% ground limestone, and some additives. The product can essentially be produced in conventional plants, and is used in the same fashion as ‘traditional’ cements and concretes. It is expected to be more widely available - in Europe at least - from 2025.
Ali Abdelhaq, supply chain and procurement manager at the National Cement Factory, Abu Dhabi, and his colleague Balasubramaniam, QC manager, introduced the business, which was visited the next day for the event’s second field trip (pictured below during the visit). NCF is a subsidiary of Ittihad International Investment, a diversified conglomerate. NCF uses two ball mills to grind imported GBFS, with a capacity of 3Mt per year. The company’s cement products are present in practically all of the prestige construction projects undertaken in Abu Dhabi and the UAE, as well as being exported throughout the GCC and further afield. Since 2011 the NCF has introduced a number of well-branded slag-based cementitious products onto the market, including AlphaCem (ready-to-use) and AlbaCem (white). The company evaluated more than 30 different sources of GBFS and continually re-evaluates its procurement strategies in the light of market, seasonal and technical changes. The company is in the process of setting up a processing unit for Ladle Furnace (LF) slag. The addition of gypsum into the LF slag improves the workability when used as a concrete additive.
Discussions and prizes
At the end of the programme, delegates divided into two groups to discuss the situation of global slag markets, and into a separate technical group, and discussion in both was described as ‘lively.’
Delegates subsequently gathered for a farewell party, during which the prizes for best presentation were awarded (as voted by the delegates). David Algermissen of the FEhS was third for his paper on DRI slags; Arusha Ahmed Khan was second for her paper on slag markets in Asia; and Kelly Cook of Edw. C. Levy Co. was first for her paper on use of steel slags and on slag characterisation.
Conclusions
After the success of the first post-Covid Global Slag Conference, in Düsseldorf in 2023, delegates voiced their preference to take place in Dubai in 2024. Their intuition that the event would bring great interest and participation from Asia-based delegates was amply bourne-out by the very large number of delegates attending the event in the Middle East.
The event was strongly praised for its technical content, for its smooth organisation and for its excellent networking opportunities.

Image gallery for the 15th Global Slag Conference which took place in Düsseldorf, Germany on 6 - 7 June 2023.


































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































![]()
25 - 26 June 2025, Vienna, Austria
Imperial Riding School hotel, Ungargasse 60, Vienna, 1030 Austria
'Maximising profits from slag'
#globalslag
Join the Global Slag LinkedIn group
Please feel free to download the following media for your own promotional use:
| Global Slag Conference 2024 logo: Width 554pixels, size 67k |
| Global Slag Conference 2025 block: Width 554pixels, size 187k |
 |
| Global Slag Conference 2025 - Meet us at Banner: Width 900pixels, size 100kb |
 |

7th Global Slag Conference 2011
17 - 18 November. Helsinki, Finland
Reviewed by Dr Robert McCaffrey, Global Cement Magazine
Image gallery for the Global Slag Conference 2011
The seventh Global Slag Conference and Exhibition took place on 17-18 November in Helsinki, Finland, where despite the cold climate, delegates from 28 countries received a warm welcome.
The Global Slag Conference is a well-established event which has taken place in Brussels, Strasbourg, Bangkok, Sydney, Düsseldorf and Istanbul, and which attracts delegates from iron and steel industries, from academia and from the construction materials industries, including the cement industry, from around the world. A well-attended and convivial welcome party preceded the conference itself, where old friends could be re-met and new contacts made.
First day
On the first day of the conference itself, conference convener Robert McCaffrey gave an overview of global economic trends and suggested that, unless "'it' 'hits the fan," the general economic environment should start to improve from mid-2012.
Charlie Zeynel of ZAG next gave an overview of the global slag industry. He pointed out that slag is at the nexus of four different industries, steel, fuels, cement and construction and of transport. He suggested that there is an oversupply of slag products at the moment, but that this situation will not be maintained, as demand increases once again. He said that there are major issues in the cement industry: overcapacity in mature markets, insufficient capacity in emerging markets, fast changes in demand and freight rates, tough environmental regulations and uncertainties in future regulations and taxation regimes.
He pointed out that the USA has had a very tough time, but that growth has returned. He was very bullish on prospects in South America and the Middle East (apart from the UAE, where he said there was colossal overcapacity). He scoffed at the cynics who suggest that China is heading for a crash. Cementitious products account for only 6% of international shipments, so that the industry does not have a lot of influence on freight rates. There is a surplus of ships at the moment, but freight rates are forecast to increase after the next couple of years.
He suggested that the granulated slags produced in China are not high quality, due to the technology used. However, there has been an increase in the proportion of blast furnace slag that is granulated worldwide. Charlie mentioned that the tonnage of slag available is equal to only 13% of cement production: in the future, there will not be enough slag products to supply cement industry demand and the value of slag will increase. Japan is the main supplier of internationally-traded slag and is also recognised as supplying high quality material, with a high glass content. Much of it is already under long-term contract.
At the moment there is plenty of supply. However, not all of the supply is of high enough quality, and much of it is in the wrong place. Quality slag products in the right place attract a price premium. Charlie pointed out that the US has a great deal of available slag at the moment, but that this slag is likely to be fully used in the future as the market recovers and as integrated cement plants are increasingly pressurised by environmental regulations.
Henri Launonen of Tapojärvi spoke about his company's efforts to add value to its slag products. The company works in stainless steel and ferrochrome production, with an emphasis on slag processing and metal recovery, and handles around 15Mt of material each year. Outokumpu and Ruuki are among its main customers and Tapojärvi has purpose-built facilities at both companies. Tapojärvi can also separate burnt lime from stainless steel slag and this can subsequently be used as a neutraliser in the steel process.
Tapojärvi has a valorisation plant for ferrochrome slag, which processes 100,000t per year of FeCr slag. The company also produces 10,000 refractory bricks each year via a recycling process, returning metals back to the process as well. Refractory cross (fine-grained refractory recycling byproduct) can be used as a flux in slag making. The company also produces CE-marked artificial aggregates from its processed raw solidified slag. "Dumping costs are increasing and space is decreasing: Tapojärvi has a solution to these problems," concluded Henri Launonen.
Aslan Unal of Çolakoglu next gave an overview of the steel and slag business in Turkey. In fact, Turkey is a major steel producer and manufactured around 30Mt in 2010, putting it in the top 10 producers in the world. Indeed, it is among the few countries to enjoy an increase in production in 2010 compared to 2005. There are around 30 companies in Turkey producing steel, with three integrated mills. EAF production predominates, with around 20Mt produced in these mills. Around 4Mt of solidified slag is produced each year in Turkey, with some plants operating their own treatment plants. Çolakoglu itself operates an EAF to produce steel billet and slabs. The group also owns 550MW of electricity generating plants and a desalination plant. Çolakoglu has used its grit-sized slag as a sand-blasting medium, as well as producing aggregates. In the future it plans to process EAF and LF slag separately and to produce aggregates of different sizes. It is also looking at the possibility of using its materials as the basis of 'Geosynthetic materials,' working with Istanbul Technical University.
Olivier Desevedavy of Cunico Resources next pointed out that his company is the largest producer of ferronickel in Europe and hence the largest producer of ferronickel slag in Europe. It has a stock of 5Mt of air-cooled EF (electric furnace) slag and another 5Mt of granulated EF slag. It owns two smelters, one in Macedonia and one in Kosovo. Each year the company produces around 1.5Mt of electric arc furnace slag. The air-cooled slag is not crystallised and has an amorphous structure: it does not require curing before use. EF granulated slag has a high level of excess water and is transported to the slag dump by transporter. Air-cooled converter slag has a high level of iron, perhaps 60%, and high density. It has to be crushed before use and there is a stock of over 200,000t of this material - another 100,000t is created each year. Strict quality control is applied to production, as well as during curing and loading. Olivier presented results suggesting very low leaching and low eco-toxicity and pointed out that all the company's slags are registered under REACH. Cunico exported 200,000t of products in 2010, as far as the USA and to the UAE.
Slag in the USA
Karen Kiggins of the (US) National Slag Association proceeded to give an overview of the slag situation in the US. The association was founded in 1918 in order to help utilise the 20Mt of slag then generated each year by the US industry. Nowadays, around 15Mt of slag products are produced and marketed each year. Five different companies operate 15 integrated steel mills in the US, while there are 56 companies that operate 114 steel minimills, with a combined capacity of 108Mt. In 2010, 4.9Mt of air cooled blast furnace slag was produced and 2.6Mt of slag was granulated. Around 41% of steel slag is used as road base and surfaces, with 32% used as fill. Only 2% is used for cement. Karen presented fascinating data on the price ranges of different types of slag in the US markets, collected by the USGS.
The US EPA regulates slag as a 'non-hazardous waste with beneficial use,' has moved away from industry partnerships and is trending towards life-cycle analysis and a 'safety-first' risk standpoint. The next step for the industry is to try to codify legislation to ensure that iron and steel slag products are treated as products and not as waste.
Tim Stanfield of Tube City IMS, a large slag product processor from the US, next spoke about uses of steel slag products. His first example was for slag-based concrete used on one of the world's most heavily trafficked intersections. The road is used by over 1200 heavy lorries each day, and has proved its strength and longevity over the last five years. Tim also pointed out that steel slag can be used for agricultural applications instead of lime. Air-cooled slag can be used as a storage pad material for winter storage of animal feed or silage and for storage of cotton bales. Slag aggregates have been used for phosphorous and e. Coli removal from waste waters and research continues into what can be done with the used aggregates afterwards.
Bill Stanley of ZAG North America then spoke further on steel slag use in the US. Hot mix asphalt is a rut-resistant pavement which is a perfect use for certain steel slags. Stone Matrix Asphalt (SMA) incorporates a relatively coarse slag product to help avoid rutting and has proved itself over a decade on some of North America's busiest roads. SMA is also commonly used in US car-racing speedways. Bill made the point that not all steel slag is ideal for 'physical' use, and some is more suited to 'chemical' useage. For example, steel slag fines can be used as a permeable reactive barrier, downstream from a groundwater contaminant source.
However, chemical use of steel slags is most concentrated in the cement industry, particularly since the cement industry is under an onslaught of environmental legislation in the US. For example, the new rules will reduce mercury emissions by 92%. Bill pointed out that new legislation will effectively close 18 cement plants (11Mt of capacity) in the US, with a concomitant increase in imports in the future. EAF and BOF slags can be used as alternative low-mercury raw materials that can be used to reduce total mercury emissions from a plant.
Bill pointed out that the EPA has delayed its commitment to legislate on CO2 emissions by three years, but has told major emitters to monitor their emissions in the meantime. California has already commenced its own cap and trade system, which will start in 2013, with the cap decreasing by 2% per year in 2013-2014 and by 3% per year in 2015-2020.
Slag in Japan
Mr Yotaro Inoue of JFE, Japan, spoke about a number of applications for blast furnace and steelmaking slag. Slag has been used for concrete in coastal levee blocks, as well as to make artificial stone for port construction work, with blocks weighing from 1kg to 1t. For the latter application, steelmaking slag is used as the aggregate, with BFS as a finder. There is low alkali elution from the aggregate and it has proved to be an excellent habitat for marine organisms, including starfish and seagrass. One point that needed to be clarified was the artificial aggregates' long-term stability. To this end, a study was made of slag-based blocks which had been exposed for 10 years, compared to ordinary concrete products. Blocks from the Okayama seawater canal were sampled from both the tidal and fully-submerged zone and examined for strength, elemental concentration and chlorine penetration. It was found that uniaxial compressive strength increased continuously over the history of the stone. It was also found that there had been a leaching of chlorine from the surface of the stones, and penetration of sulphates into the stones. However, Mr Inoue showed that this penetration was lower than in comparable OPC-based concrete. Part of the reason for the lower penetration may be that the average pore size in slag-based concrete is much smaller than in OPC-based concrete. He concluded that hardened hydrated slag-based solids have long-term stability, even in aggressive marine environments.
Julio Paiva of Advanced Cyclone Systems spoke about how cyclones can be used to recover dust from process gas streams. Normal cyclones have low collection efficiency for smaller particles. ACS has designed an optimised cyclone lined with Densit wear lining, which has been used to recover 97% of the fine white slag dust in a process gas stream. ACS also uses a recirculation device which incorporates an electrostatic field to further increase capture efficiency.
Global Slag awards gala dinner
Following a pleasant night-time sightseeing tour of Helsinki, delegates gathered at the unique tar-scented 'Savu' ('smoke') restaurant, situated on an island in the city and which was once used as a safely-isolated tar storage building. A number of typical Finnish dishes were presented to delegates, including smoked salmon and delicious reindeer steaks.
During the evening the Global Slag Awards were presented. Gebr. Pfeiffer was awarded the technology supplier of the year award for its new MVR series of mills; Posfine of South Korea was presented with the slag product of the year award. Holcim was slag user of the year and Tapojärvi's Tornio plant won the plant of the year award. The Slag-Rec process was awarded the prize for innovation of the year. The Global Slag environmental award went to Tube City IMS for its plant at Nucor's Jewett steel mill in Texas, which has made strenuous and successful efforts to minimise dust emissions and to reduce both water usage and wastewater discharges. Karen Kiggins of the (US) National Slag Association was the popular winner of the Global Slag personality of the year award, for her efforts to promote slag products over the years.
Second day
Massimo Svanero, coordinator of the Slag-Rec project and an employee of the ASO Siderurgica steelworks, gave details of the latest advancements in the project. He pointed out that the leaching of heavy metals from EAF slag is not only related to the slag's chemical composition, but is principally dependent on the mineral phases present. It is important to try to control slag chemistry through minor adjustments of the operative practices of the EAF, for example by controlling the types of steel fed to the furnace, controlling the O2 concentration and by minimising the CaO fed to the kiln. Excess lime in the kiln will lead to higher free CaO in the slag, which in turn can lead to higher basicity and higher leaching. It is, secondly, important to control the slag cooling and solidification cycle. The company does this with the Slag-Rec machine, which cools slag between two water-cooled rollers to create a 'cake' with homogeneous chemical and physical characteristics. Thirdly, it is critical to control the crushing process to create viable commercial products.
York Reichardt next spoke about the Gebr. Pfeiffer vertical roller mill solution for very large outputs for cement, clinker and slag. York spoke about the MVR 6700 C-R mill just sold to Holcim in Brazil, with an installed mill drive capacity of 11,500MW, roughly double the normal installed power capacity and with 450t/h capacity at 4300 Blaine. The mill is being built in cooperation with Cemengal. The mill features active redundancy, since it includes six rollers: it is possible to operate with five rollers at perhaps 85-90% of capacity. The MVR range of mills includes a number of changes compared to the older MPS range of mills: the capacity range of the mills has increased, the number of rollers has increased, the roller suspension system has changed away from the pressure frame system, the grinding table has changed to become flat (for simplicity), the rollers are now cylindrical, with a parallel grinding gap, the multi drive system has variable speed and the system has active redundancy. The new Holcim grinding plant demonstrated a capex of around 70% of a two-mill solution.
Environmental impact abatement
Dr Stefano Santorsola of Evonik Fibres spoke about the use of P84 polyimide fibres for industrial gas filtration. Evonik has only a few customers, companies that can process its fibres, but the rest of its activities are to provide services to the users of its products. He made the obvious but important point that the longer that filter bags last, the lower their average cost of operation per year. However, in addition, bag performance also influences all other filter costs, such as fan power and costly maintenance outages. P84 has a high surface-area trilobal shape which increases filtration efficiency while preventing dust penetration. Trilobal fibres exhibit larger areas with low flow velocity (and thus particle capture potential) than round fibres. Because of this effect, the fibres eventually cloak themselves with dust, to form an irregular, porous and stable permanent dust cake which provides effective filtration while minimising pressure loss.
Christian Tollebäck of Swedish company Opsis spoke about in situ systems for emissions monitoring and process control. Opsis uses DOAS - Differential Optical Absorption Spectroscopy - which is able to measure the concentration of different gases in a gas stream at the same time, using different light sources such as infra-red or tunable diode lasers for different applications. The results can be used for emissions monitoring, NOx and process control, and benefit from a number of advantages over extractive systems, primarily simplicity, although there are cost drawbacks for in-situ systems in some applications.
Timo Hakala of Sintrol Oy next told delegates how to save money by improving dust monitoring after ESPs. Sintrol decided to undertake a project to reduce investment and maintenance costs and to increase reliability of monitoring systems. Previously, the ESP field would interfere with measuring, while there might be a build-up of dust on the probe and there could also be an influence on measurement of charged particles. The Sintrol probe projects into the gas stream: when particles either pass by the probe or hit the probe, the particles induce a small charge in the probe which can be analysed to give a particle concentration in the gas stream. The electromagnetic field effect can be eliminated by encasing the probe in a Faraday cage, while the probe can be coated, for example with Teflon, diamond or ceramic, to avoid coating. Separating the signals into AC and DC components and suppressing noise using an algorithm in the software can be used to eliminate the charged particle effect and to solve drift and temperature effects. Timo stated that the company's project to perfect its systems has succeeded.
Field trip to Koverhar
Delegates at the Global Slag Conference had the opportunity to visit the FN Steel plant at Koverhar. The company produces and sells special long products such as wire rods and PC strands and has six production sites in Finland, Sweden and the Netherlands. The integrated plant's steel production capacity is 600,000t per year, with around 100,000t of solidified slag produced. Slag formers at the plant are limestone and quartz, also used for sulphur removal. Slag treatment is by the Fjäder Group.
Best presentation awards
The best presentation awards took place at the farewell luncheon. Charlie Zeynel was in third place for his paper on global slag market trends. Yotaro Inoue of JFE Steel in Japan was second for his paper on long-term stability of slag-based artificial aggregates, while Massimo Svanero of ASO Siderurgica won the award for the best paper for his presentation on the new Slag-Rec technology of dry granulation of molten slag.
Global Slag Conference 2012
Delegates were delighted to hear that the next Global Slag Conference and Exhibition will take place in November 2012, at the invitation of the (US) National Slag Association, in fabulous Las Vegas, Nevada, USA. We look forward to meeting you there!